铜排加工工艺标准图解
一、使用范围
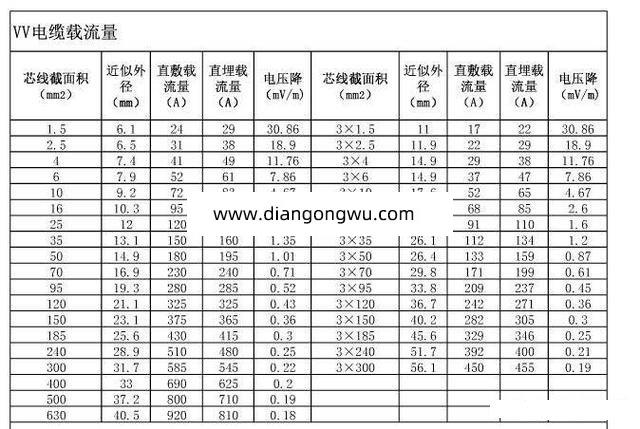
1、高低压开关柜母线的制作,含铜排、铝排


工艺要求

1、母线材质为铜、铝;
2、母排本身不应有严重的凹坑、气孔、起皮、裂纹等现象;
3、一般使用铜排,特殊要求除外,出口都用铜排;
4、高低开关柜地排一般都用铜排,特殊要求除外;
5、母线除必要的斜度外,不允许有弯曲、歪斜现象;
6、母线表面不得有明显的锤痕;

7、母线的开关一般追寻国标外,如有元件开孔特别,按元件的开孔开母线的开孔;
8、单位为MM;
9、相同布置的主母线、分支母线、元件引线应对称一致,横平竖直,整齐美观;
10、母线线一般采用冷弯、很少用热弯,如需热弯铜排不应超过350度、铝排不应超过250度

11、母排冲孔处及剪切处必须去除毛刺,以免尖端放电;
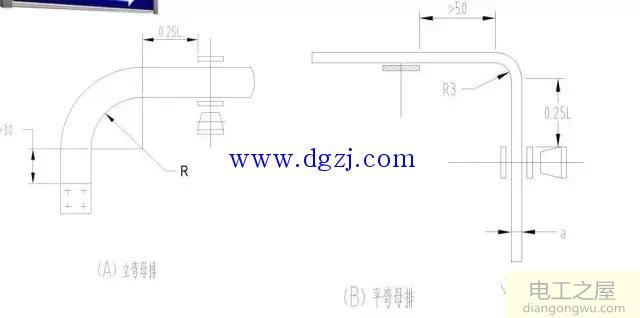
12、母线开始弯曲处距最近绝缘子母线支持夹板边缘必应大于0.25L,但不得小于50mm,母线开始弯曲处距母线连接位置不应小于30mm,矩形铜排应减少直角弯曲,弯曲处不得有裂纹及显著的折皱;

13、最小弯曲半径应符合上表并且多片母线弯曲度应一致;
备注:a为母排的厚度 b为母排的宽度 L为母排两支撑点的距离
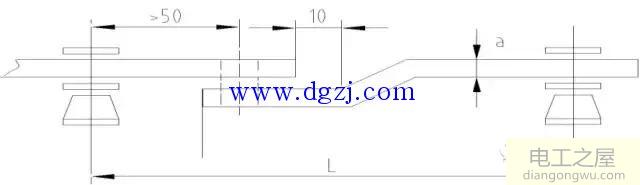
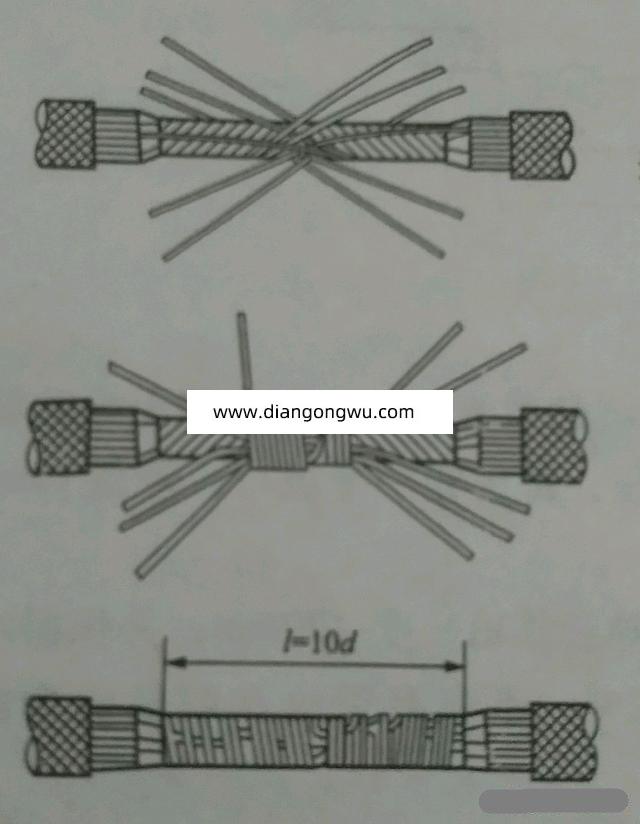
14、母线采用螺栓固定搭接时,连接处距支柱绝缘子的支撑板边缘不应小于50mm,上片母线端头与下片母线平弯开始处的距离不应小于10mm(如上图);接头螺孔的直径应大于螺栓直径1mm,钻孔的直径应值,不歪斜,螺孔间中心距离的误差应不大于0.5mm。

15、断路器铜排的选择:铜、铝排的宽度应与断路器的出线端宽度一样,在直接负荷侧可适当的减少母排的厚度,以满足要求;16、分支母线与断路器连接时,母线冲孔为圆孔,进行连接,MNS/GCK在下进、出时分支零排不必制作,但上进、出时一定要制作,柜内零排和地排根据进出线方式确定安装在柜前还是柜后;17、低压计量柜为方便安装互感器,铜排在计量室内应断开,用搭接块连接,搭接块的长度应满足互感器安装检修的标准,其它直接连接,大于等于4000A以上采用绝缘板母线夹固定,禁用绝缘子;

18、中高压母线在穿过金属板时,应提供相配套的套管和采取其它绝缘措施;19、母线应采取绝缘支持固定,以保证母线之间及母线与其它部件之间的距离不变,固定距离为水平两固定点不超过1000mm,垂直两固定点不超800mm,铜、铝母线弯曲后不得有裂纹和严重起皱现象,皱纹高度不得大于1mm,弯曲半径一般不小于排后的2倍,铜、铝母线弯曲后不开裂、严重起皱的前提下,允许弯曲半径等于母线厚度;20、铜铝母线与电器元件连接触面应平整光洁,连接件的边缘及孔口应无毛刺及凹凸不平现象;

21、铜铝母线的相序及颜色排列表规定如上图;22、母线连接处不得有油漆,油漆界面应平直,不得有明显的弯曲和不值现象,同一元件的同一侧各项母线端的油漆界面应无明显的不整齐现象,界面不得相差5mm。

23、铜、铝母线的螺栓连接及支持连接处,母线与电器元件的连接以及距所有连接处10mm以内的地方不得涂漆;母线与母线,母线与分支母线及电器元件连接时,其搭接面应符合以下规定。1>铜排与铜排连接时,表面应进行镀锡处理,客户有要求,应满足客户要求;2> 铝排和铝排连接时,可直接连接(搭接面要清除氧化层)。3> 铜排与铝排连接时,铜排须镀锡或镀银,在特殊条件下应使用铜铝过渡片。
24、母排搭接时接触面应平整、无氧化膜,经加工后其截面积减少值应符合以下规定:
a)铜排应不超过原截面的3%;
b)铝排应不超过原截面的5%。
25、母线安装的工艺要求
1> 母线的排列应层次分明,整齐美观,横平竖直。
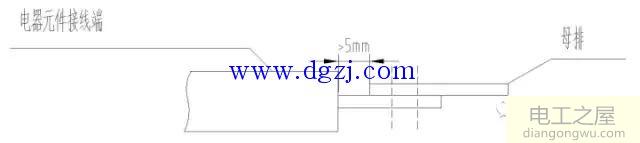
2> 铜、铝母线与电器元件连接时,母线与电器元件端的根部应有不小于5mm的空出地位(如下图)。
25、铜、铝母线与电器元件相连及铜、铝母线与铜、铝母线之间相连,连接面紧密可靠,并有防松装置;
26、铜、铝母线与电器元件相连接,及铜、铝母线之间相连时用螺栓固定,螺栓直径的选择应比孔径小1mm。
27、所有紧固母线的螺栓、螺母、垫圈、弹垫均应镀锌。
28、铜、铝母线与电器元件相连接,及铜、铝母线之间相连时螺栓的长度选择以加防松装置固定后螺栓露出螺母2至5牙。螺母侧应有弹簧垫圈或锁紧螺母,并做好锁定标记。
29、两电器元件用铜或铝母线连接时,如距离超过800毫米以上, 需在母线上加绝缘固定点。母线上的绝缘固定点,固定应平整牢固,不应使其支撑的母线受到额外的力。

30、铜、铝母线与电器元件相连接,铜、铝母线之间相连接,连接处应自然吻合,不应错位,不能有凑合连接现象, 应满足(下图)所示要求。


31、铜、铝母线上带有螺栓而未与其它电器元件或其它铜、铝母线连接的,所有螺栓均应拧紧。
32、不同相铜、铝母线之间,母线与接地骨架之间的最小距离应符合下表:
33、 开关柜在下进出线时应满足用户接线方便,母线接线端头与开关柜底板之间,高压不得低于450mm,低压不得低于350mm。
34、 低压开关柜GCK抽屉内,断路器额定电流在315A以上的须用铜排制作 ,在GGD等固定式断路器200A及以上须制作分支母排,分支母排在没有电流互感器的情况下长度不得超过100mm。
35、 低压进线柜和母联柜母排选取(100*10)*2以上要求制作汇流排,母联柜侧面垂直母排采用两只母线夹进行固定,以下可不制作汇流排,但需可靠固定, GGD型低压母联柜采用两把刀开关时需制作汇流排并用母线夹固定,以增强稳定性(800mm宽柜体)。
36、低压固定柜上出线时,出线母线端头距柜顶不小于250毫米。
37、低压柜是侧进及上出顶时,出线方孔必须加装绝缘板,绝缘板开孔依据排规及数量开。
铜排的制作
28、铜、铝母线的制作
1>选材……
2>校直:铜、铝母线如是盘料及有不直时,应进行手工校直;
3> 落料:按铜、铝母线走向,用测量方法计算展开长度尺寸进行落料, 落料在冲床上用铜、铝母线切断模或在数控母排折弯机上进行,切断处用锉刀去毛刺,并用木锤在平板上手工将铜、铝母线校直;
4>压平:铜、铝母线连接端不平整,须放在母线压平模上压平或手工整平;
5>清洗:铜、铝母线两端连接处进行去油清洗。
6> 单头划线:在铜、铝母线一端划出装配孔的位置及折弯线一般应用铅笔划线, 不准用划针划线;水平母排必须拼柜后进行划线然后再冲孔,最后仍然拼柜穿排交由质检检验。
7> 冲孔或钻孔:选用冲孔模在冲床上冲孔,无冲模的加工,可在钻床上选用钻头进行加工,冲孔或钻孔后必须用大于孔径8毫米以上的钻头锪去毛刺。
8>压花:为保证铜、铝母线的接触面可靠连接,铜、铝母线的搭接面需压花。
9> 弯曲:按划线或定位在数控母线折弯机上进行折弯。
10>安装: 铜或铝母线安装前,除去接触面灰尘及杂物,按本工艺选取与之相应的螺母、垫圈、弹垫。 安装螺栓方向应从下向上穿以及从左至右、从后向前。M8及以上的母排螺栓、螺母应分别采用8.8级和8级的机械强度,以下可采用4.8级。
11>对于成批生产的同类型走向的铜、铝排, 应在进行模拟制作安装后,在冲床与数控折弯机上做好定位,不进行划线工序; 开关柜在母线槽上进线或与母线桥连接须做出柜顶时, 铜、铝母线直接伸出柜顶200mm即可,母线桥内的铜、铝母线在制作时,应注意除在母线桥中间连接的地方断开外,应减少搭接。
12>箱变内从变压器到水平母线连接的母线尽量不弯曲直角减少长度保证母线的强度,变压器室的零排必须在变压器旁就近焊接接地螺丝进行接地,不得使用其它方式进行接地。
13>在金属箱变或非金属箱变中,如两柜体之间有一定距离(低压柜)母线的搭接必须在柜与柜之间的空挡位置搭接,柜内不能有搭接块。
14>GGD等稳定性要求较高进线、母联等柜体施工时要严格审定施工说明和图纸,如有疑问要及时反馈以免造成返工和材料浪费。
15>母排装配完毕后要按要求做锁定标记,紧固时要按标准力矩值进行紧固,由质检检验时用力矩扳手进行抽检,不同方式连接的标准力矩值详见下表


检验方法
1、按本工艺要求所列各条进行检查。
2>对仓库进料及领料定期进行材质检查。
3>对开关柜上所装铜、铝母线用钢尺对相间及对地之间绝缘距离进行检查。
4>用厚0.05毫米宽10毫米的塞尺进行检查,其塞入深度对于母线宽度在60毫米及以上者不得超过6毫米,母线宽度在50毫米以下者不得超过4毫米。
4 用钢尺或游标卡尺对螺栓直径进行检查。
5>松开固定螺栓,用钢尺或游标卡尺对吻合情况及错位情况进行抽查。
6>除上述方法外,本工艺中其它各条工艺要求一般用肉眼检查。