元件引脚的处理方法,可使用橡皮、小刀或镊子处理引脚表面。图示如下:

橡皮处理可光滑美观,站长与大多数计算机爱好者使用过橡皮修理计算机内部的金手指。

刀刮比较简单,要小心使用工具。

站长习惯的方式,使用镊子进行表面处理,速度快效率高。
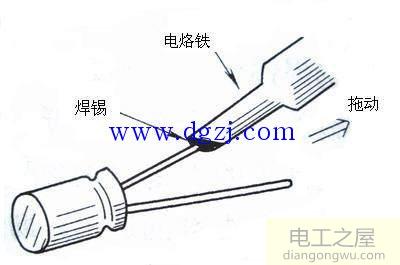
元件引脚的挂锡可提高焊接质量,减少虚焊的可能。但是温度不能过高,手法要快,并且距离元件引脚根部5mm以外,或为了避免元件损伤可使用镊子夹住引脚的根部区域,起到快速导热降温的作用,这招在焊接三极管等元件时尤为重要。
元件引脚及导线焊在线路板上后过长部分要剪掉。
工业生产为了降低成本,缩小体积,提高成品工作的可靠性,一般采用贴片式元件利用波峰焊机等进行焊接。
焊点的问题
不合格的焊点通常会因为烙铁的温度不合适造成焊料向豆腐渣一样,或烙铁通电时间过长氧化不挂锡,或焊接面没有处理干净,这几种是最常见的现象,也是初学者要注意的。焊料的质量问题也是影响焊接质量的原因。元件引脚与焊盘中间孔直径差超过0.2mm也会容易造成虚焊影响焊接质量。焊接质量的提高是需要不断实践才能达到的,眼高手低是做不好的。下图是各种不合格的焊点

焊料首选是内有松香粉的焊锡丝,0.5~0.8mm粗细的比较合适进行电子元件的焊接,焊接的点比较小美观,也是小功率电烙铁应该选择的焊料。选择不当可能会因为温度的原因影响焊料的熔化与焊接。
电烙铁的选择与使用
烙铁分内热、外热和恒温三类。一般使用内热式的选择20~40瓦。恒温烙铁具有其独特的优势是使用者首选,一般使用或只作为工具偶尔使用焊接电子元件一般选择内热式电烙铁,外热的一般功率比较大是焊接比较大的部件使用。20W~40W外热或内热式,使用者根据自己的习惯使用,一般情况下内热式的加热比较快,体积小重量轻适合青少年使用。

反握式适合使用比较大的电烙铁焊接热容量比较大(面积比较大)的部件,不容易疲劳。
正握适合弯头的电烙铁或直头电烙铁在机架上焊接导线用。
笔握式适合小工具电烙铁或小部件焊接,长时间工作容易疲劳。
电烙铁焊接部件的五步法:
准备——加热焊件——熔化焊件——移开焊锡——移开烙铁(图示如下图)
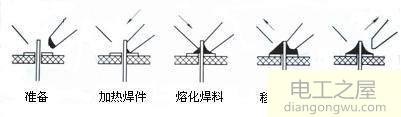
一般情况下焊接电子元件因焊盘与原件的接触面积小,2-3步合并,4-5步合并。焊接的速度控制在3秒之内为宜,最长焊接时间不超过5秒。焊接前要处理好焊接原件的表面并做好挂锡处理,焊接时烙铁头挂锡量以够一个焊点使用为宜,过多会影响焊点质量甚至形成多点连接。烙铁头挂锡量及焊点状况如下图