电焊机输出端有正负两极如何正确接焊把
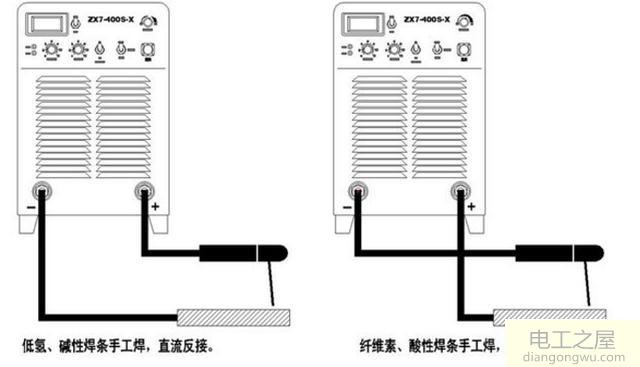
直流焊接有正极和反接两种接法,要看工件需要了,正接就是工件接正极,而让焊把(焊条)接负极,反接就是颠倒过来,所谓正反,是以被焊接的工件接什么极来判断的,请关注:容济点火器
1、如果被焊接的工件比较后,这样工件熔化起来不容易,也就是熔深比较大,焊条熔化起来很慢,所以需要把工件接到正极上,这样正极区温度高点,容易促进工件的熔化。

2、如果是一些比较薄的钢板,或者是不锈钢和有色金属,热敏感金属,铸铁半冷焊,使用堆焊以及碱性焊条的场合,这时候让焊把(焊条)接到正极,焊条熔化就比较快,工件本身的熔深比较小,所以电弧稳定,也不会产生所谓的氢气孔。
3、对于ZX和AX系列直流弧焊机,一般使用反接的做法。

4、对于直流钨极氩弧焊还有等离子弧焊,或者是等离子切割设备,使用正极的做法。
5、对于E4304的焊条,属于酸性的,正极反接都可以。
6、对于E5015这些碱性焊条,一定要反接,不然不好操作。如果碱性焊条使用了正接,电弧燃烧起来不稳定,飞溅也很大,同时声音很响,容易有气孔产生。另外埋弧焊接,也需要范姐的做法。
7、焊接钢或者黄铜,使用钨极氩弧焊接,一般采用正接的做法,毕竟负极发热量比较小,这样钨极不容易过热,钨极过电流比较好,寿命长。而且工件接正极了,生产率高,因为熔深大,钨极接负极,这样热电子发热能力强,电弧很集中稳定,焊接出来效果很好。