电烙铁的分类_电烙铁的选择_电烙铁焊接步骤
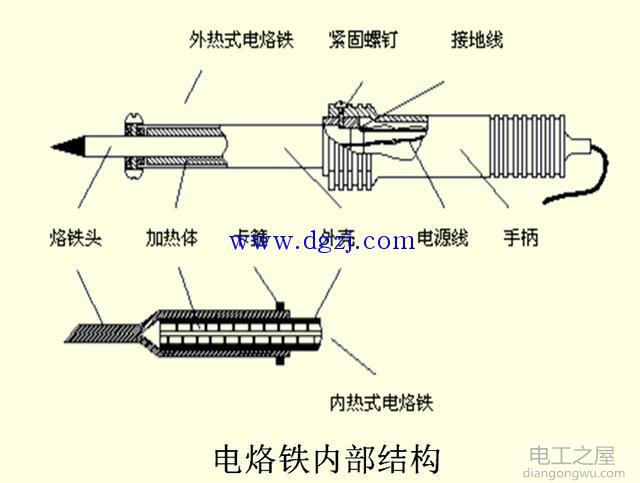
电烙铁按照发热形式分类:
内热式和外热式
电烙铁按照温度控制方式分类:
普通电烙铁;调温电烙铁;恒温电烙铁

内热式电烙铁有耗电省、体积小、重量轻、发热快等优点,额定功率有20W,25W两种,适合焊接小电子装置,如半导体收音机等。

外热式电烙铁
外热式电烙铁的额定功率有25W、30W、45W、75W、300W等。
如果电烙铁功率选择过大会烫坏元器件;功率选择过小会出现虚焊或焊锡熔化困难的现象。
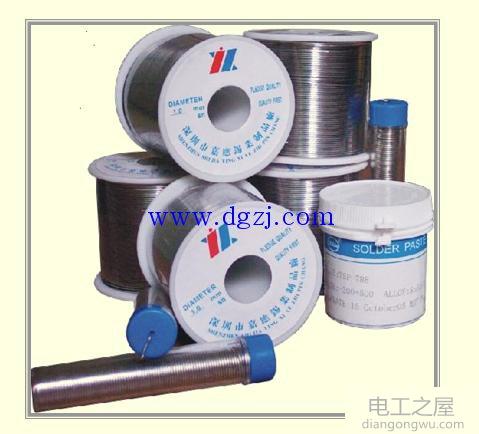
焊接材料(分为焊料和焊剂):
焊料为易熔金属,手工焊接所使用的焊料为锡铅合金。具有熔点低、机械强度高、表面张力小和抗氧化能力强等优点。

助焊剂的作用是清除金属表面氧化物,硫化物、油和其它污染物,并防止在加热过程中焊料继续氧化。同时,它还具有增强焊料与金属表面的活性、增加浸润的作用。
(1)有清洗被焊金属和焊料表面的作用。
(2)熔点要低于所有焊料的熔点。
(3)在焊接温度下能形成液状,具有保护金属表面的作用。
(4)有较低的表面张力,受热后能迅速均匀地流动。
阻焊剂是一种耐高温的涂料,其作用是保护印制电路板上不需要焊接的部位。
阻焊剂的种类:
热固化型阻焊剂; 紫外线光固化型阻焊剂(光敏阻焊剂); 电子辐射固化型阻焊剂
焊锡丝是手工焊接用的焊料。焊锡丝是管状的,由焊剂与焊锡制做在一起,在焊锡管中夹带固体焊剂。焊剂一般选用特级松香为基质材料,并添加一定的活化剂,如盐酸二乙胺等。锡铅组分不同,熔点就不同。
常用的焊锡丝如Sn63Pb37,熔点183℃,Sn62Pb36Ag2,熔点179℃。管状焊锡丝的直径的0.2、0.3、0.4、0.5、0.6、0.8 、1.0 等多种规格。焊接穿孔元件可选用0.5、0.6 的焊锡丝。

1、电烙铁的选择
合理地选用电烙铁,对提高焊接质量和效率有直接的关系。如果使用的电烙铁功率较小,则焊接温度过低,使焊点不光滑、不牢固,甚至焊料不能熔化,使焊接无法进行。如果电烙铁的功率太大,使元器件的焊点过热,造成元器件的损坏,致使印制电路板的铜箔脱落。
2、镀锡
(1) 镀锡要点:镀件表面应清洁,(https://www.dgzj.com/ 电工之家)如焊件表面带有锈迹或氧化物,可用酒精擦洗或用刀刮、用砂纸打磨。
(2)小批量生产时:镀焊可用锡锅。用调压器供电,以调节锡锅的最佳温度。
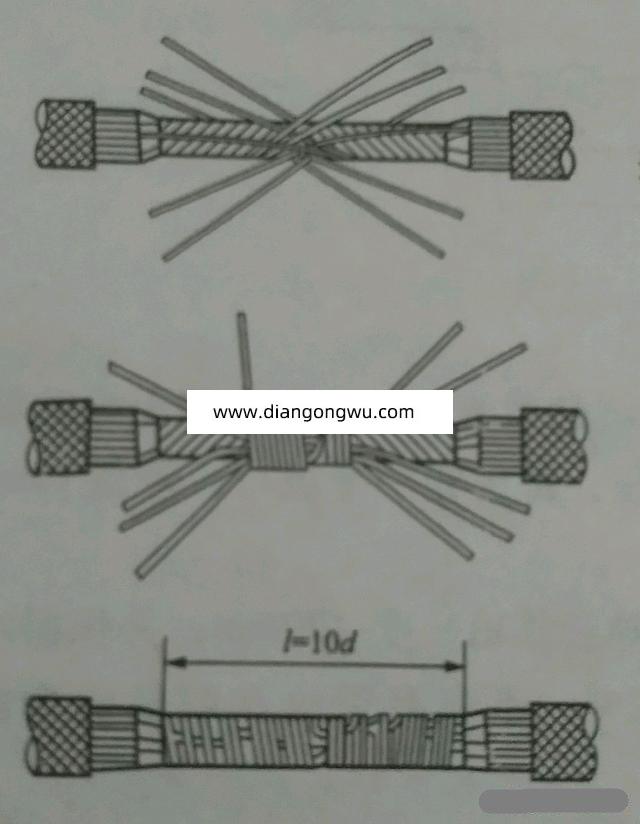
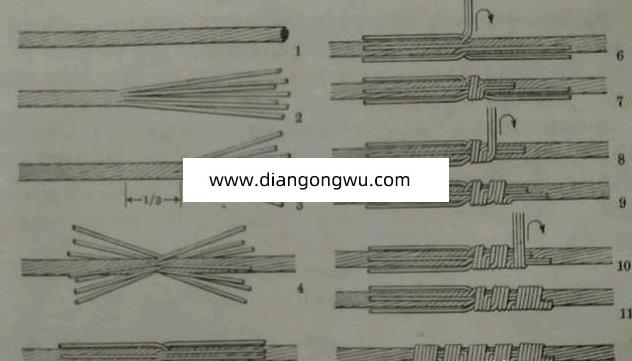
(3)多股导线镀锡:多股导线镀锡前要用剥线钳去掉绝缘皮层,再将剥好的导线朝一个方向旋转拧紧后镀锡,镀锡时不要把焊锡浸入到绝缘皮层中去,最好在绝缘皮前留出一个导线外径长度没有锡,这有利于穿套管。

3、元器件引线加工成型
元器件在印制板上的排列和安装有两种方式,一种是立式,另一种是卧式。元器件引线弯成的形状应根据焊盘孔的距离不同而加工成型。加工时,注意不要将引线齐根弯折,一般应留1.5mm以上,弯曲不要成死角,圆弧半径应大于引线直径的1~2倍。并用工具保护好引线的根部,以免损坏元器件。同类元件要保持高度一致。各元器件的符号标志向上(卧式)或向外(立式),以便于检查。



4、常用元器件的安装要求
(1)晶体管的安装:在安装前一定要分清集电极、基极、发射极。元件比较密集的地方应分别套上不同彩色的塑料套管,防止碰极短路。对于一些大功率晶体管,应先固定散热片,后插大功率晶体管再焊接。
(2) 集成电路的安装:集成电路在安装时一定要弄清其方向和引线脚的排列顺序,不能插错。现在多采用集成电路插座,先焊好插座再安装集成块。
(3)变压器、电解电容器、磁棒的安装:对于较大的电源变压器,就要采用弹簧垫圈和螺钉固定;中小型变压器,将固定脚插入印制电路板的孔位,然后将屏蔽层的引线压倒再进行焊接;磁棒的安装,先将塑料支架插到印制电路板的支架孔位上,然后将支架固定,再将磁棒插入。
焊接前的准备工作:
安装元器件时应注意:
安装的元器件字符标记方向一致,并符合阅读习惯,以便今后的检查和维修。穿过焊盘的引线待全部焊接完后再剪断。
1、电烙铁的握法
为了人身安全,一般电烙铁离开鼻子的距离 通常以30cm为宜。电烙铁拿法有三种。反握法动作稳定,长时间操作不宜疲劳,适合于大功率烙铁的操作。正握法适合于中等功率烙铁或带弯头电烙铁的操作。一般在工作台上焊印制板等焊件时,多采用握笔法。


3、焊接步骤
五步焊接法:
(1)准备施焊:烙铁头和焊锡靠近被焊工件并认准位置,处于随时可以焊接的状态,此时保持烙铁头干净可沾上焊锡。
(2)加热焊件:将烙铁头放在工件上进行加热,烙铁头接触热容量较大的焊件。
(3)熔化焊锡:将焊锡丝放在工件上,熔化适量的焊锡,在送焊锡过程中,可以先将焊锡接触烙铁头,然后移动焊锡至与烙铁头相对的位置,这样做有利于焊锡的熔化和热量的传导。此时注意焊锡一定要润湿被焊工件表面和整个焊盘。
(4)移开焊锡丝:待焊锡充满焊盘后,迅速拿开焊锡丝,待焊锡用量达到要求后,应立即将焊锡丝沿着元件引线的方向向上提起焊锡。
(5)移开烙铁:焊锡的扩展范围达到要求后,拿开烙铁,注意撤烙铁的速度要快,撤离方向要沿着元件引线的方向向上提起。