硬母线安装技术交底详解
硬母线安装
1 范围
本工艺标准适用于10kV以下矩型母线安装。
2 施工准备
2.1 材料要求:
2.1.1 铜、铝母线应有产品合格及材质证明,并符合表2-11的要求。
2.1.2 母线表面应光洁平整,不应有裂纹、折皱、夹杂物及变形和扭曲现象。
2.1.3 绝缘子及穿墙套管的瓷件,应符合执行国家标准和有关电瓷产品技术条件的规定,并有产品合格证。
2.1.4 绝缘材料的型号、规格、电压等级应符合设计要求。外观无损伤及裂纹,绝缘良好。
母线的机械性能和电阻率 表2-11

2.1.5 金属紧固件及卡具,均应采用热镀锌件。
2.1.6 其他辅料有调合漆,樟丹池、焊条、焊粉等。
2.2 主要机具:
2.2.1 母线煨弯器、电焊、汽焊工具、钢锯、电锤、砂轮、台钻、手电钻、板锉、钢丝刷、木锤、力矩扳手、铜丝刷。
2.2.2 测试器具:皮尺、钢卷尺、钢板尺、水平、线坠、摇表、万用表、细钢丝或小线。
2.3 施工条件:
2.3.1 母线安装对土建要求:屋顶不漏水,墙面喷浆完毕,场地清理干净,并有一定的加工场所。高空作业脚手架搭设完毕,安全技术部门验收合格。门窗齐全。
2.3.2 电气设备安装完毕,检验合格。
2.3.3 预留孔洞及预埋件尺寸、强度均符合设计要求。
2.3.4 施工图及技术资料齐全。
3、操作工艺
3.1 工艺流程:

3.2 放线测量:
3.2.1 进入现场后根据母线及支架敷设的不同情况,核对是否与图纸相符。
3.2.2 放线测量:核对沿母线敷设全长方向有无障碍物,有无与建筑结构或设备管道、通风等安装部件交叉现象。
3.2.3 配电柜内安装母线,测量与设备上其它部件安全距离是否符合要求。
3.2.4 放线测量出各段母线加工尺寸、支架尺寸,并划出支架安装距离及剔洞或固定件安装位置。
3.3 支架及拉紧装置的制作安装
3.3.1 母线支架用50×50×5角钢制作,膨胀螺栓固定在墙上(图2-37)。
3.3.2 母线拉紧装置按附图制作组装(图2-38)。
3.4 绝缘子安装:
3.4.1 绝缘子安装前要摇测绝缘,绝缘电阻值大于1兆欧为合格。检查绝缘子外观无裂纹、缺损现象,绝缘子灌注的螺栓、螺母牢固后方可使用。6~10kV支柱绝缘子安装前应做耐压试验。
3.4.2 绝缘子上下要各垫一个石棉垫。
3.4.3 绝缘子夹板、卡板的制作规格要与母线的规格相适应。绝缘子夹板、卡板的安装要牢固。
3.5 母线的加工:
3.5.1 母线的调直与切断
3.5.1.1 母线调直采用母带调直器进行调直,手工调直时必须用木锤,下面垫道木进行作业,不得用铁锤。
3.5.1.2 母线切断可使用手锯或砂轮锯作业,不得用电弧或乙炔进行切断。
3.5.2 母线的弯曲:
3.5.2.1 母线的弯曲应用专用工具(母线煨弯器)冷煨,弯曲处不得有裂纹及显著的皱折。不得进行热弯。
3.5.2.2 母线平弯及立弯的弯曲半径(图2-39)不得小于表2-12的规定。
3.5.2.3 母线扭弯、扭转部分的长度不得小于母线宽度的2.5倍~5倍(图2-40)。
3.6 母线的联接:
母线的联接可采用焊接或螺栓连接方式。
3.6.1 母线的焊接:
3.6.1.1 焊接的位置:
焊缝距离弯曲点或支持绝缘子边缘不得小于50mm,同一相如有多片母线,其焊缝应相互错开不得小于50mm。
矩形母线最小弯曲半径(R)值 表2-12

3.6.1.2 焊接的技术要求:
铝及铝合金母线的焊接应采用氩弧焊,铜母线焊接可采用20l#或202#紫铜焊条、301#铜焊粉或硼砂,为节约材料,亦可用废电线芯或废电缆芯线代替焊条,但表面应光洁无腐蚀,并须擦净油污,方可施焊。
焊接前应当用铜丝刷清除母线坡口处的氧化层,将母线用耐火砖等垫平对齐,防止错口,坡口处根据母线规格留出1~5mm的间隙,然后由焊工施焊,焊缝对口平直,不得错口、必须双面焊接。焊缝应凸起呈弧形,上部应有2~4mm加强高度,角焊缝加强高度为4mm。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷,焊完后应趁热用足够的水清洗掉焊药。
3.6.1.3 施焊焊工,应经考试合格。母线焊接后的检验应符合规范要求。
3.6.2 母线的螺栓连接:
3.6.2.1 母线钻孔尺寸及螺栓规格见表2-3。
3.6.2.2 矩形母线采用螺栓固定搭接时,连接处距支柱绝缘子的支持夹板边缘不应小于50mm;上片母线端头与下片母线平弯开始处的距离不应小于50mm(图2-41)。
3.6.2.3 母线与母线,母线与分支线,母线与电器接线端子搭接时,其搭接面必须平整,清洁并涂以电力复合脂,并符合下列规定。
a 铜与铜:室外、高温且潮湿或对母线有腐蚀性气体的室内、必须搪锡。干燥室内可直接连接。
b 铝与铝:直接连接。
c 铜与铝:在干燥室内,铜母线搪锡,室外或空气相对湿度接近100%的室内,应采用铜铝过渡板,铜端应搪锡。
d 钢与铜或铝:钢搭接面必须搪锡。
3.6.2.4 母线采用螺栓连接时,平垫圈应选用专用厚垫圈,并必须配齐弹簧垫。螺栓、平垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后丝扣能露出螺母外5~8mm。
3.6.2.5 母线的接触面应连接紧密,连接螺栓应用力矩扳手紧固,其紧固力矩值应符合表2-14规定。
3.7 母线的安装
3.7.1 母线安装应平整美观,且母线安装时:
水平段:二支持点高度误差不大于3mm,全长不大于10mm。
垂直段:二支持点垂直误差不大于2mm,全长不大于5mm。
间 距:平行部分间距应均匀一致,误差不大于5mm。
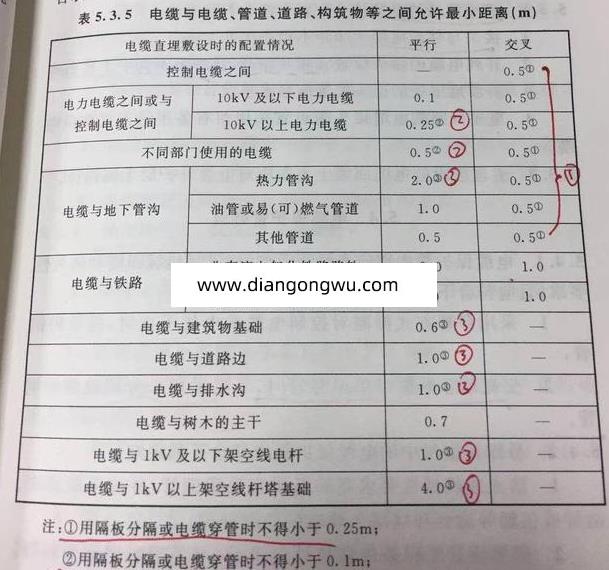
3.7.2 母线安装的最小安全距离见图2-42及表2-15。
3.7.3 母线支持点的间距,对低压母线不得大于900mm,对高压线不得大于1200mm。低压母线垂直安装且支持点间距无法满足要求时,应加装母线绝缘夹板(图2-43)。
室内配电装置最小安全净距(mm) 表2-15

3.7.4 母线在支持点的固定:对水平安装的母线应采用开口元宝卡子,对垂直安装的母线应采用母线夹板(图2-44)。
母线只允许在垂直部分的中部夹紧在一对夹板上,同一垂直部分其余的夹板和母线之间应留有1.5~2mm的间隙。
3.7.5 穿墙隔板的安装做法见图2-45。
3.8 母线的涂色刷油
3.8.1 母线的排列顺序及涂漆颜色见表2-16和表2-17,刷漆应均匀、整齐,不得流坠或沾污设备。
母线的相位排列 表2-16

母线的涂色 表2-17

3.8.2 设备接线端,母线措接或卡子、夹板处,明设地线的接线螺钉处等两侧10~15mm处均不得刷漆。
3.9 检查送电:
3.9.1 母线安装完后,要全面地进行检查,清理工作现场的工具、杂物,并与有关单位人员协商好,请无关人员离开现场。
3.9.2 母线送电前应进行耐压试验,500V以下母线可用500V摇表摇测,绝缘电阻不小于0.5MΩ。
3.9.3 送电要有专人负责,送电程序应为先高压、后低压;先干线,后支线;先隔离开关后负荷开关。停电时与上述顺序相反。
3.9.4 车间母线送电前应无挂好有电标志牌,并通知有关单位及人员送电后应有指示灯。
4、质量标准
4.1 保证项目:
4.1.1 高压绝缘子和高压穿墙套管的耐压试验必须符合施工规范规定。
检验方法:检查耐压试验记录。
4.1.2 高压瓷件表面严禁有裂纹、缺损和瓷釉损坏等缺陷。
检验方法:观察检查。
4.1.3 母线连接必须符合下列规定:
4.1.3.1 母线的接触口连接紧密,连接螺栓紧固力矩值符合搜求。
4.1.3.2 焊接,在焊缝处有2~4mm的加强高度,焊口两侧各凸出 4~7mm;焊缝无裂纹、未焊透等缺陷,残余焊药清除干净。
4.1.3.3 不同金属的母线搭接,其搭接面的处理符合施工规范规定。
检验方法:观察检查和实测或检查安装记录。
4.1.3.4 母线的弯曲处严禁有缺口和裂纹。
检验方法:观察检查。
4.2 基本项目:
4.2.1 母线绝缘子及支架安装应符合以下规定:位置正确,固定牢靠,固定母线用的金具正确、齐全、黑色金属支架防腐完整。
安装横平竖直,成排的排列整齐,间距均匀,油漆色泽均匀,绝缘子表面清洁。
检验方法:观察检查。
4.2.2 母线安装应符合以下规定:
4.2.2.1 平直整齐、相色正确;母线搭接用的螺栓和母线粘孔尺寸正确。
4.2.2.2 多片矩形母线片间保持与母线厚度相等的间隙,多片母线的中间固定架不形成闭合磁路;采用拉紧装置的车间低压架空母线的拉紧装置固定牢靠,同一档内各母线弛度相互差不大于10%。
使用的螺栓螺纹均露出螺母2~3扣;搭接处母线涂层光滑均匀;架空母线弛度一致;相色涂刷均匀。
检验方法:观察检查和检查安装记录。
4.2.2.3 母线支架及其它非带电金属部件接地(接零)支线敷设应符合以下规定:
连接紧密,牢固,接地(接零)线截面选用正确,需防腐的部分涂漆均匀无遗漏。线路走向合理,色标准确,涂刷后不污染设备和建筑物。
检验方法:观察检查。
4.3 母线安装的允许偏差、弯曲半径和检验方法应符合表2-18规定。
5、成品保护
5.1 绝缘瓷件应妥善保管,防止碰伤,已安装好后的瓷件不应承受其它应力,以防损坏。
5.2 已调平直的母带半成品应妥善保管,不得乱放。安装好的母带应注意保护,不得碰撞,更不得在母带上放置重物。
5.3 变电室需要二次喷浆时,应将母带用塑料布盖好。
5.4 母线安装处的门窗装好,并加锁防止设备损毁。
6、应注意的质量问题
6.1 母线安装应注意的质量问题见表2-19。
常产生的质量问题和防治措施 表2-19

7、应具备的质量记录
7.1 产品合格证。
7.2 材质检验证明。
7.3 设备材料检验记录。
7.4 预检记录。
7.5 自互检记录。
7.6 绝缘摇测记录。
7.7 耐压试验报告单。
7.8 分项工程质量评定记录。
7.9 设计变更洽商记录。