一、圆头锁眼机的形成原理
圆头锁眼机完成双线包缝复合链锁线迹在国标“GB4515”或国际标准“ISO4915”线迹的分类和术语标准中尚无对应代号。从线迹形成过程看类似双线链式线迹(401)、单线链式线迹(101)和双线包缝线迹(502)的组合,其组合编号为(401、101、502)。
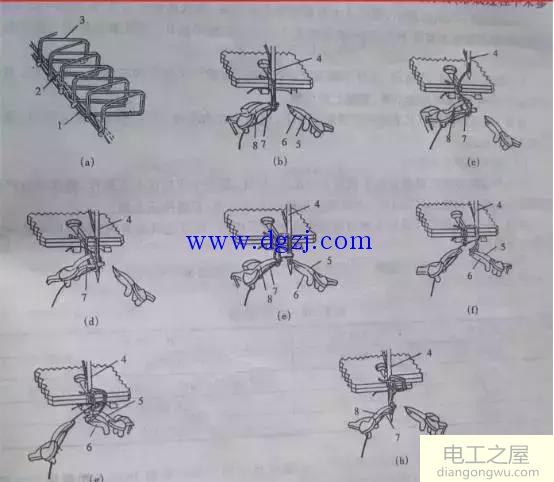
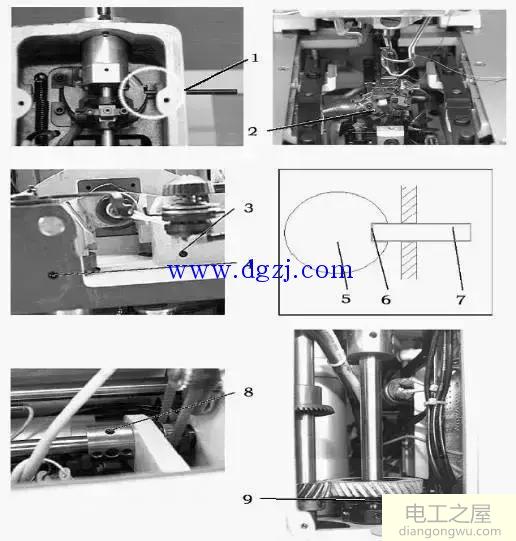
各种圆头锁眼机虽然机器构造有所差异,但线迹形成原理基本相同,形成过程如图所示,(A)图为线迹构成图,1为底线(弯针线),2为在线迹形成中加入的衬线(形成过程中未参与交织,故过程图中示显示),3为直针线。线迹的形成过程如下:
二、技术参数
| 型号 | 5790 | 5791 | 5792 | 5793 |
| 用途 Application | 男装、女装 | 男装、女装 | 牛仔裤、工作服、运动服 | 女外衣、大衣 |
| 缝纫速度 | 最高2200针/分 | |||
| 芯线使用 | 无芯线 | 带或不带芯线 | 带或不带芯线 | 带或不带芯线 |
| 剪线特征 | 面线(机针线)、底线(弯针线)均短 | 面线短, 底线、芯线长 | 面线、底线、芯线均短 | 面线短,手工剪底线和芯线 |
| 面线抓线器 | 标准配置 | 标准配置 | 可选配置 | 可选配置 |
| 缝制长度 | 10-38 | 10-38 | 16-32(注1) | 10-50 |
| 压脚高度 | 10mm | |||
| 扣眼形状变更 | 操作面板直接选择程序 | |||
| 参数变更 | 操作面板采用触摸屏,手指直接输入 | |||
| 开刀方式 | 先开后缝、先缝后开、不开 | |||
| 机针规格 (注2) | 579 #90-110 558 #90-110 | 579 #90-110 558 #90-110 | 579 #120-130 558 #120-130 | 579 #110-120 558 #110-120 |
| 使用机油 | 10# 白油 | |||
| 空气压力 | 0.5±0.05Mpa(电磁阀压力阀);0.4Mpa(切刀压力阀) | |||
| 空气消耗量 | 6 l /分钟(8 个扣眼/分钟) | |||
| 机器尺寸 | 横1100×纵800×高1000(不包括线架) | |||
| 功率 | 额定功率1.5 KW,耗电功率400W | |||
| 重量 | 222.5Kg | |||
通过配备不同的压脚板组件,可改变本机型的扣眼长度,开孔长度和锥形套结长度。
五组开孔长度的压脚板组件。
L1 为 12-16 mm 的开孔长度,增幅为 2 mm
L2 为 16-20 mm 的开孔长度,增幅为 2 mm
三、机悈部位的调整
由于各种调整是相互依赖的,因此必须按介绍的顺序进行每一步调节。
1、调节同步带的张力
驱动电机的故障可能会由同步带张力太低引起的。另外,根据运转时间,同步带保持干净很重要。灰尘和缝线屑落在齿间,由于油会粘住。从而发生故障,可能会引起损坏机器。
例如可能发生的故障为下列情况;
- 在完成前面的横列和圆头部位后,锁眼机构没有转过180。
- 在完成后面的横列后,在交叉杆处锁眼机构没有转过90。
- 个别线迹位于线缝外。
- -线缝被开孔刀切开。
故障还表现为,完成钮孔锁眼后,缝台或锁眼机构一缓慢的速度返回起始位置。
所有这些情况,应首先检查同步带。
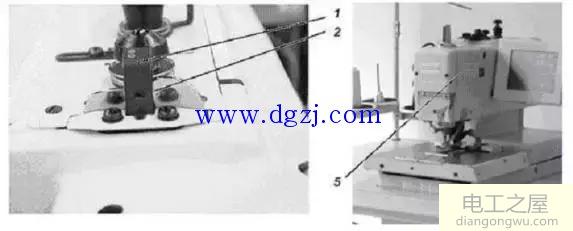
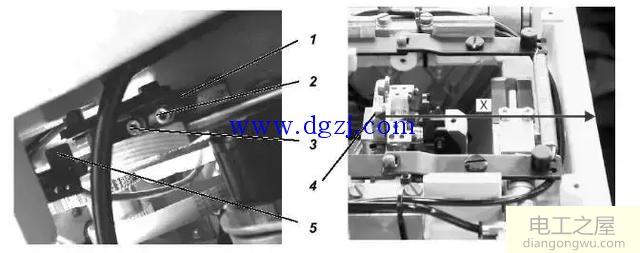
1. 锁眼机构转动的同步带
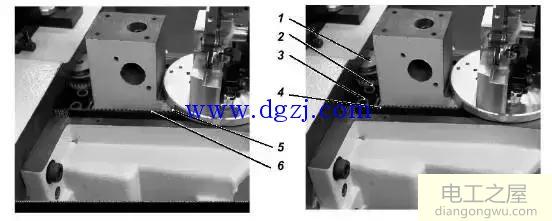

校—同步带5
- 转动凸轮6。
调校—同步带
调校—同步带7
- 拧紧螺钉8和9移动电机。拧紧螺钉8和9。
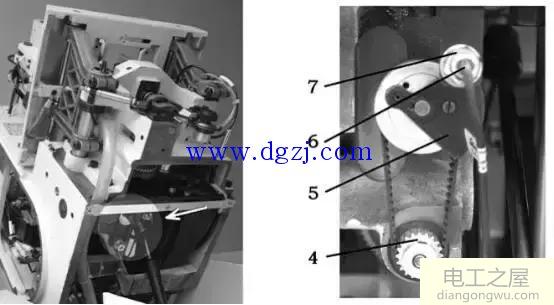
2、缝台运动的同步带
调校—同步带1 松开锁紧螺母6。用第2个螺母调节同步带张力。拧紧锁紧螺母。
调校—同步带2 松开螺钉4和5。调节驱动电机的高度拧紧螺钉4和5。


3、 缝纫驱动的同步带
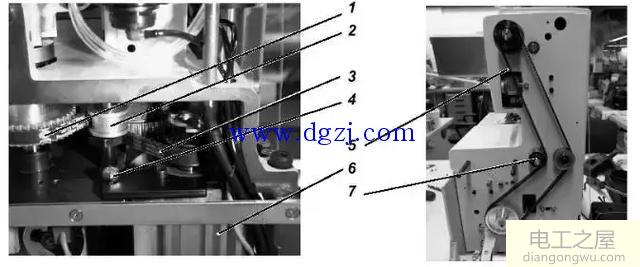
调校—同步带1 要调节同步带张力,转动凸轮2。
调校—同步带5 要调节同步带张力,转动凸轮5。
调校—同步带3 要调节同步带张力,松开螺钉4。 移动电机6。
同步带张力,转动凸轮5。
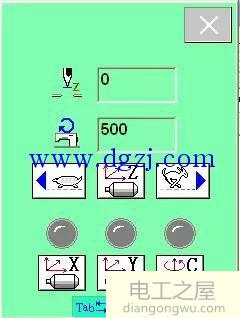
点击系统测试界面的

按钮,进入电机测试。用手转动上轴机针在从上往下刺入针板时针孔与弯针背面高度相同时见下图、用手转动主轴电机
(注意此时皮带不能动)当
数字有变化时请固定主轴电机。拧紧螺钉4。
再进行步进测试、包括旋转电机

、摆动电机

、前后电机

的测试
点击按钮,看对应的步进电机及其机构有无输出动作,摆动电机时应先右后左;前后电机测试时应先前再后;旋转电机测试时应先右后左;(先顺时针后逆时针、反之、请把方向不对的电机两根线对调)。若没有动作,则说明步进电机出现故障。
2、设定(机器及挑线凸轮)的定位点:
1)机器的定位点
用定位销1使上轴锁定。使弯针和拨线叉(通孔4用于拨线叉凸轮,通孔3用于弯针凸轮)锁定。如果定位点不合适:松开相应的凸轮上的螺钉。转动弯针或拨线叉凸轮直至定位销7进入相应的凸轮5的槽6中。再拧紧螺钉。松开同步带轮上螺钉9。转动上轴使锁定孔8向上。再拧紧螺钉9。取下定位销。
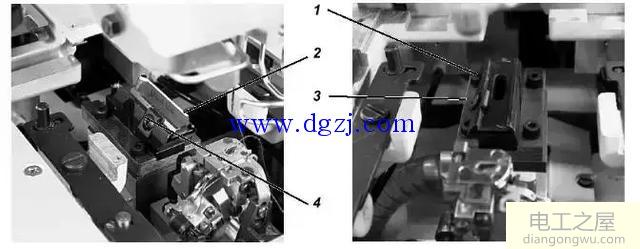
2、挑线凸轮的定位点
- 把定位销插入机器的通孔5中,并使机器处于锁定位置。这时弯针架在最左端位置,寸行摆动凸轮的定位孔朝上,把销(直径2毫米)或针柄插入挑线凸轮的通孔2中。
调校
- 松开同步轮上螺钉3和4。转动挑线盘使达到规定。拧紧螺钉3和4。
3、调节上死点:
如果针杆在左机针刺入点的上死点,螺钉2必须位于感应器3的前面。
紧定环的螺钉2和感应器3之间的最大间隙可能为0.5毫米。
把上轴的定位销插入相应的通孔中
调校
- 使上轴锁定。松开螺钉1。转动轴上的紧定环。拧紧螺钉1。
- 松开螺钉4。移动感应器3使螺钉2和感应器3之间的间隙最大为0.5毫米。
- 拧紧螺钉4。取下定位销。
4、调节针杆平行于弯针座
针杆导向块2和弯针座6必须相互平行,也就是螺钉1和导块4必须相互垂直,并且处于上下位置。
- 检查弯针座上的导块4和针杆导向块上的螺钉1是否相互垂直,并且处于上下位。
- 松开同步带轮上的螺钉5。
- 迅速抓住弯针座,转动针杆导块使弯针座和摆动套平行。
- 拧紧同步带轮上的螺钉5。
5、把弯针座和缝台对准
调节电子圆头锁眼机时,必须通过控制面板把加工的钮孔设定成下列形状:
- 不带加固(4号花样)摆针针迹宽度补偿为“0“开孔位置补偿为“0“

打开缝纫机,机器进入初始位置,弯针座必须和缝台的边3 成直角。
带感应片5的感应器6决定弯针座和针杆的初始位置。感应器6和感应片5之间的间隙可最大为0.5毫米。
调校
感应器和感应片之间的间隙
关闭缝纫机。松开感应器上的螺钉7。移动感应器6。拧紧感应器的螺钉7。
调节初始位置
- 松开同步带轮4上的螺钉。绕轴转动同步圆盘4。通过转动改变初始位置。
- 再拧紧螺钉。调节结束后,合上缝纫机。机器一到其基本位置就合上安全停车开关
用角尺检查是否机器正确进入初始位置。
6、缝台的横向运动
调节电子圆头锁眼机横向运动时,必须通过控制面板把加工的钮孔设定成下列形状:
- 不带加固(4号花样)摆针针迹宽度补偿为“0“开孔位置补偿为“0“
规定和控制
感应器2和凸轮板1之间的最大间隙可为0.5毫米。
当机器在其初始位置,尺寸X1(针板架的槽到边5)必须和尺寸X2(边到针板架的槽)相同。为了正确测量间隙,必须取下缝台的左右盖板。接通机器。初始位置。
调校
- 松开螺钉4。用手移动缝台使二侧尺寸一样。重新拧紧螺钉4。接通机器。
进入初始位置。合上安全停车开关。检查尺寸,如有必要重新调节。
- 要调节感应器2和凸轮板之间的间隙,松开螺钉3。移动感应器2。拧紧螺钉3。
7、缝台的纵向运动
规定和控制
缝台的基本位置必须调节到缝台在二端位置都不与其它零件相碰。
感应器5和转换板1之间的间隙最大只能为0.5毫米。该间隙是指沿转换板的全长。
- 接通机器。进入初始位置。从边4一直到缝台的前边之间的尺寸必须为118.5毫米(见下图中的尺寸 X ) 。
预调:松开螺钉2和3。调整角片1,使螺钉位于槽的中心。重新拧紧螺钉2和3。
调节:接通机器。机器一到基本位置,合上安全停车开关。尺寸 X 必须为118.5毫米

- 调到尽可能低的速度。进行一个钮孔锁眼。
- 观察缝台。缝台摆动架7不能和缝台6相碰。
- 如果发生了碰撞,按预调介绍的方法略微改变角片的位置。然后检查是否在锁眼时发生碰撞。
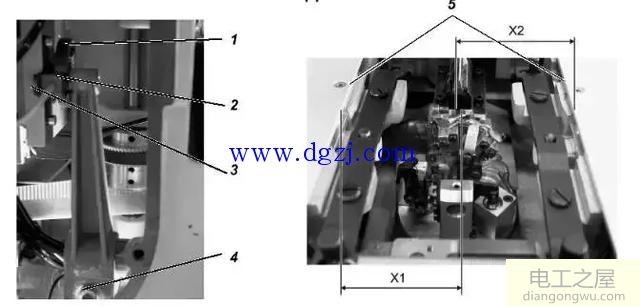
8、压脚板
规定和控制
二压脚板必须调节到使压脚板5和缝台6之间的间隙都相同(尺寸 X 1= X 2)。在整个长度上间隙都应调节到相同必须都为1毫米.
调校
- 调节销1。旋出螺钉2。松开活塞上的螺钉3和4。移动活塞。调节间隙到1毫米。拧紧螺钉3和4。

9、调节绷料
规定和控制
根据所用的缝料不同,可用螺钉1调节所需的绷料。

调校
- 转动螺钉1直至调节到所需的绷料。
10、压脚板的高度
规定和控制
压脚板2的高度必须调节到使打开的上压脚板2和下压脚板(位置3)之间的间隙为10毫米。例如在压脚板之间放一直径10毫米的轴检查间隙。
调校
- 松开螺母。相应的调节缝台上的螺钉1。拧紧螺母。

11、调节压脚压力

规定和控制
为了防止损坏缝料或防止薄料在压紧时隆起,压脚压力应调节到尽可能小。
因此,必须小心,要安全牢固的压住缝料。
提示:当使用特殊缝纫装置时,例如用了厚的不规则裤腰,请调节到最高压力(6巴)
12、切刀位置
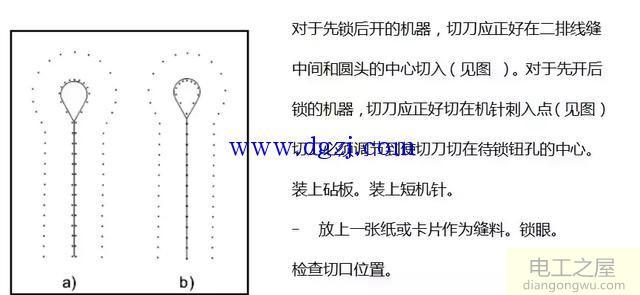
对于新调节的的机型和缝纫装置,必须装上相应的压脚板和压脚。
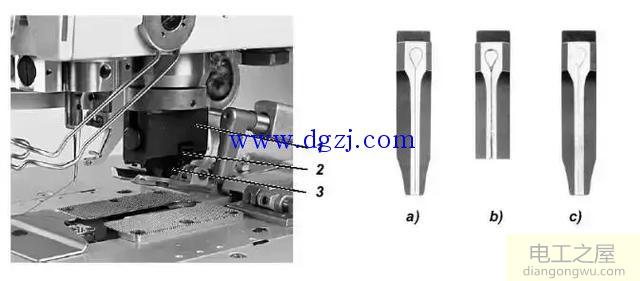
对于新调节的的机型或缝纫装置,在砧板,底刀,压脚板和压脚还未作调整前,不能使用机器。作为预调,移动底刀使调节的尺寸X(使圆头位于针板架的槽的中心)约为59mm。作为微调,移动底刀使底刀切在钮孔的中心。拧紧螺钉4。
调校
- 松开底刀座3上的四只紧固螺钉1。相应的校正底刀2的横向位置
- 拧紧底刀座3上的四只紧固螺钉1。松开螺钉4。向前或向后推底刀2。
13、砧板的修整
规定和控制
当底刀切入砧板太过分,或二种不同切刀形状用于砧板,就有必要修整砧板,见图b。
砧板的修整必须非常精确,并且只可用完好的平粗齿锉修整。
图c表示没有锉好的砧板,图a表示正确锉过的砧板。
从图a中可发现到,砧板必须锉平使刀刃的切痕从任何方向看过来都很纤细,并且相当均匀一致。
调校
- 用粗齿锉重新加工砧板3。调节砧板架上的砧板和底刀的相应位置,并拧紧夹紧螺钉2。把砧板架装到机器上。
14、砧板调节

规定和控制:砧板必须和底刀平行。
- 松开螺钉1。用导块转动砧板2。拧紧螺钉1。