调压器在修理焊机时可以用低电压来测试驱动波形,避免因驱动波形不正确引起的炸管。电阻箱是在调试整机规范时必须用的设备。有了这些能够减少一些炸管的可能,在低压试验正常的条件下,加上高压时有可能因为其他如干扰等原因,还会造成炸管情况,但这样也并不能完全杜绝。
现在修理调脉宽的逆变焊机大部分采用限流和降压两种方法,限流的方法实际上是套用了修开关电源的方法,论坛上也有朋友谈及过,就是在进线中串入较大的灯泡或电阻丝(或大功率线绕电阻),以串灯泡的方法比较直观,如果被修设备中有短路状况,灯泡就会直接发光显示,但因灯泡只有220V电压标准的,所以在修理三相电源输入的焊机中,有严重短路时灯泡会爆炸,不太合适采用,这时候可以用其他方法限流。用降压的方法也是为了在试验中限制功率,在逐渐升高电压时,一般用观察输出的稳定情况和听取有无异常声音等炸管前的异常征兆,发现失常,立即断电,以减少损失。对于调频率的可控硅逆变焊机,由于输入电压过低时不能正常工作,又没有线性关系,用调压器试验比较合适。 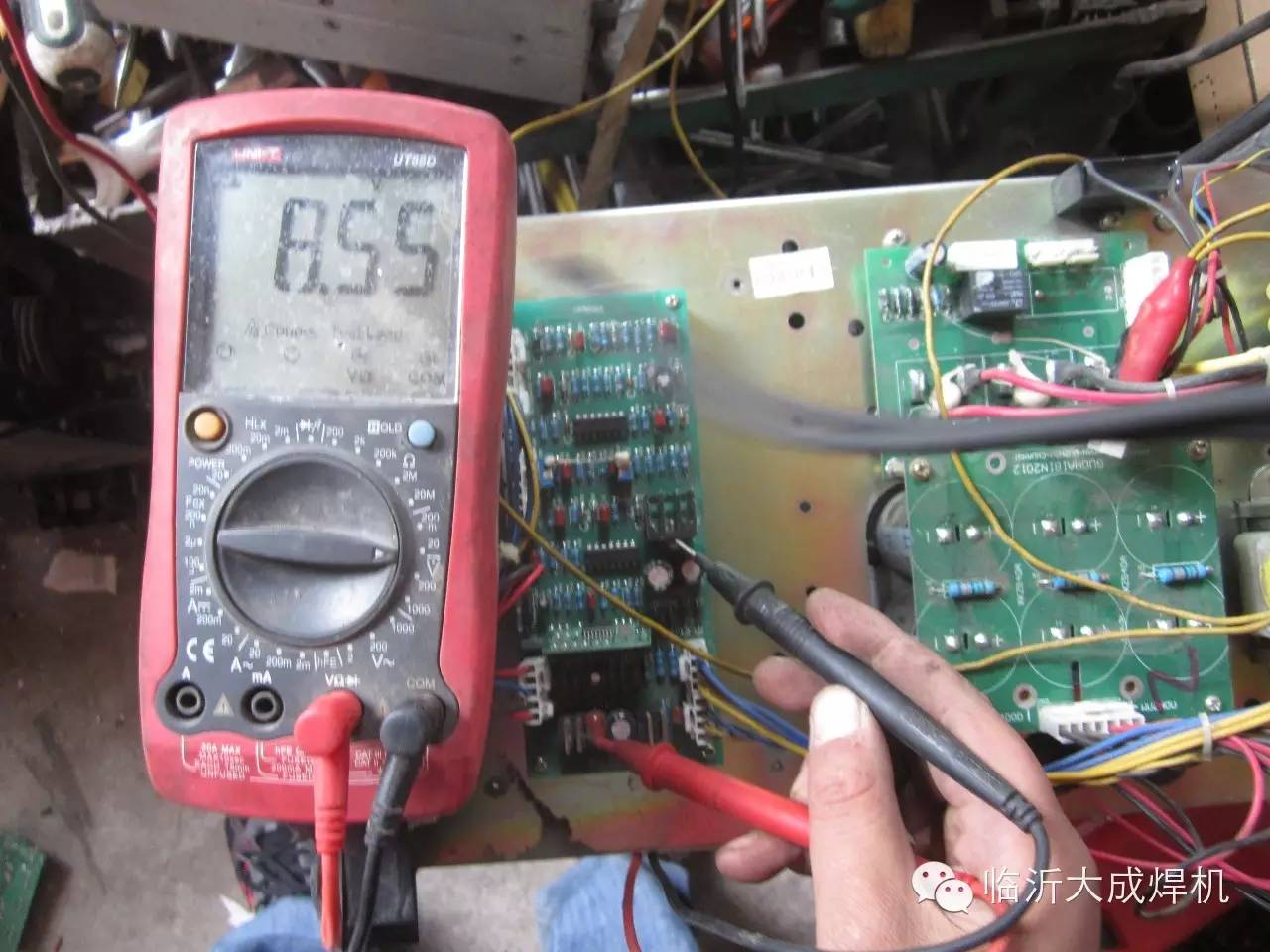
实际上大部分逆变焊机在修理过程中,都采用断开主电源,只加辅助电源(供控制电路的)的方法来检修,此时可以很安全的检测驱动波形,在排除驱动部分故障的情况下,再在主电源的位置加入低压电源,此时,则可检测环路的工作状况以及焊机的输出是否正常。此时,已可避免很多炸管的可能性。
在检修疑难故障和必须对焊机控制系统进行重新调整时,就需要负载箱和调压器做如同出厂调整一样的工作。