1. 电刷研磨方法
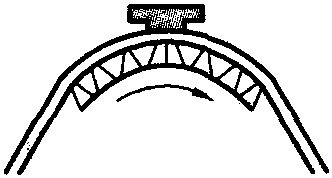
电刷实际接触面积小于其面积的70%时应进行更换或研磨。研磨方法如下:首先,取一块长、宽分别等于转动体(换向器或滑环)周长和宽度的00号砂纸包在转动体上,有砂的一面对着电刷。按转动体的旋转方向,将砂纸一端贴在转动体上,如图9-1所示。然后使电枢以适当速度旋转,此时砂纸便在电刷表面磨出与旋转体贴切的良好表面。最后取下砂纸,清除炭末和砂粒,用干净的揩布将表面擦拭干净。
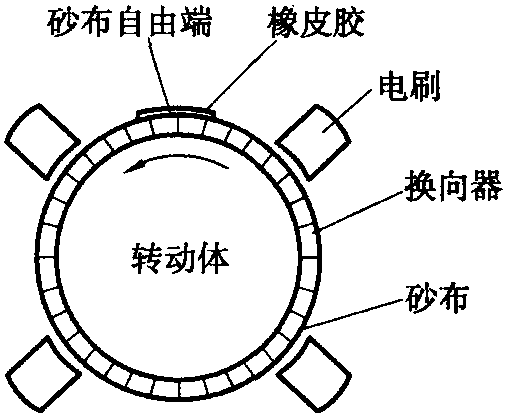
图9-1 电刷的研磨(一)
如果只需研磨个别电刷,也可取一块00号砂纸紧贴在旋转体上(两端不得拉起),在砂纸与电刷能接触的范围内前后转动电枢进行研磨,如图9-2所示。无论采用哪种研磨方法,都不得使用金刚砂布(纸)。否则,脱落的金刚砂粒附在电刷上或落入换向器的沟缝中,都会损坏电刷和转动体。
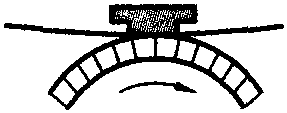
(a)不正确
(b)正确
图9-2 电刷的研磨(二)
2.集电环研磨方法
用油石或细牙板锉在滑环转动情况下轻轻研磨,直至故障消除,再用00号砂纸在滑环高速旋转下抛光,使其表面达到 的粗糙度。
的粗糙度。
3. 集电环车修方法
车修时车刀必须锋利,吃刀深度控制在0.1 mm左右,转动应平稳,线速度可为1~1.5 m/s,车后的偏心度应在0.05 mm以下。车完后,先用00号砂纸抛光,然后在砂纸上涂一层凡士林油,在滑环高速旋转下进一步细抛光,以使其表面呈现金属光泽,粗糙度达到 级即可。
级即可。