普通中、小型直流电动机及其刷握的常见故障、故障原因与检修方法分别见表14-1、表14-2。
表14-1 直流电动机常见故障、故障原因与检修方法
| 故障现象 | 故障部位 | 故障原因 | 检修方法 |
| 通电后不 能启动 | 供电部分 | 熔断器熔断体熔断 | 更换 |
| 启动器接触不良 | 更换或修复 | ||
| 负载 | 负载太重 | 减轻负载或更换大容量直流电 动机 | |
| 电枢卡阻 | 查明卡阻原因后修复 | ||
| 电刷、 换向器 | 电刷卡换向器接触不良 | 更换或修复 | |
| 电刷偏离中性线 | 用感应法调整 | ||
| 换向器线圈接反 | 按要求重接 | ||
| 励磁回路 | 励磁电路断路 | 修复或重绕线圈 | |
| 串励线圈(复励电动机) 接反 | 调换换向极线圈端子位置 | ||
| 启动变阻器 | 启动变阻器损坏 | 更换 | |
| 电枢回路 | 电枢电源偏低 | 调整到额定值 | |
| 电枢回路断 | 查出断路点修复 | ||
| 电枢回路接地故障 | 查出接地点排除 | ||
| 启动设备故障 | 视情况修复或更换 | ||
| 轴承 | 轴承太紧 | 加注润滑脂或更换 | |
| 机壳带电 | 励磁绕组 | 励磁绕组绝缘不良 | 烘干或重绕励磁绕组 |
| 出线头碰机壳 | 修复 | ||
| 机壳过热 其至冒烟 | 负载 | 电动机长期过载运行 | 减轻负载 |
| 电源 | 电源电压过高或过低 | 视情况进行调整 | |
| 正、反转或启动、停转过于 频繁 | 避免不必要的正、反和启动、 停转 | ||
| 绕组、 换向器、 电刷 | 绕组、换向器或电刷故障 | 查明情况修复或更换零部件 | |
| 运行时振 动严重 | 机座 | 底座固定不平 | 加固 |
| 电枢转子 | 动平衡不良 | 进行动平衡调整 | |
| 转轴弯曲 | 更换或修复 | ||
| 转轴与联轴器不同心 | 更换或修复 |
(续表)
| 故障现象 | 故障部位 | 故障原因 | 检修方法 |
| 转速不稳 | 供电部分 | 电源电压不稳 | 查出原因排除 |
| 控制系统某元器件不良 | 更换或修复 | ||
| 电刷 | 电刷偏离中性线 | 调整 | |
| 励磁回路 | 励磁电路接触不良 | 修复 | |
| 换向器绕组极性接反 | 调换其接线端子位置 | ||
| 串励绕组极性接反 | 调换换向极线圈端子位置 | ||
| 转速不符 合机械要求 (偏高或偏 低) | 电枢回路 | 励磁或电枢绕组电压值不 符合要求 | 改变电枢绕组端电压(优点是调 速平滑、范围宽,机械特性硬度不 变)或通过改变电枢绕组中串联电 阻值改变电枢电流 |
| 负载过轻或过重 | 调整负载 | ||
| 轴承过热 | 轴承 | 润滑脂质量不佳或存放时 间过长而变质 | 更换合格的润滑脂 |
| 轴承室中的润滑脂过多 | 减少润滑脂,使轴承室内的润滑 脂所占体积为整个轴承室体积的 2/3左右 | ||
| 轴承室中的润滑脂过少,滚 珠干磨发热 | 加足润滑脂 | ||
| 轴承中夹有杂物 | 清洗轴承,更换润滑脂 | ||
| 挡油圈有毛刺与轴承盖 相擦 | 拆开检修,清除毛刺 | ||
| 轴承与轴承挡或轴承与端 盖轴承室配合过松 | 将轴承挡滚花镀铬,在端盖轴承 挡加紧固圈 | ||
| 轴承磨损过大 | 更换 | ||
| 轴承内圈或外圈破裂 | 更换 | ||
| 联轴器安装不当 | 按规范要求重新调整联轴器 | ||
| 传动皮带太紧 | 在不影响转速的前提下,适当放 松皮带 | ||
| 修理后选用的轴承型号不 符合要求 | 换上型号合适的轴承 | ||
| 轴承未与轴肩贴合 | 拆开轴承盖,用套筒或铁棒抵住 轴承内圈,用锤子将其敲人轴承 |
(续表)
| 故障现象 | 故障部位 | 故障原因 | 检修方法 |
| 温升过高 或突然“失 磁” | 负载 | 长期过载运行 | 将负载调整到额定值 |
| 电动机 | “短时”“断续”工作制的电 动机长时间运行 | 更换电动机或缩短工作时间 | |
| 风扇、 风道 | 修理后斜叶风扇旋转方向 与电动机旋转方向不配合 | 更换斜叶风扇 | |
| 风道堵塞 | 清理污物 | ||
| 机外通风量不足 | 换向高转速、大风量通风设备 | ||
| 换向不良 | 换向 器、电刷 | 电刷压力过大或过小 | 调整电刷压力 |
| 电刷与换向器接触不良 | 修复或更换 | ||
| 换向器表面粗糙,云母片有 毛边,且高出换向片 | 研磨或更换 | ||
| 换向器脏污 | 清洁处理 | ||
| 电刷的磁极几何中性线位 置不对 | 调整 | ||
| 刷握与换向器的表面距离 太大 | 调整 | ||
| 更换的电刷电阻率与原电 刷相差太大 | 更换型号相同或性能相近的 电刷 | ||
| 电刷研磨不良且间距不等 | 重新研磨或更换 | ||
| 换向器的拉紧螺栓松动 | 紧固 | ||
| 换向极、补偿绕组、并联回 路接触不良 | 修复或更换 | ||
| 励磁或电枢绕组短路 | 修复或重绕绕组 | ||
| 周围空气中有影响电刷与 换向器正常接触的油污、有害 气体或耐磨性粉尘 | 加强通风 | ||
| 电刷润滑性能差或不能形 成氧化膜 | 更换润滑脂 |
(续表)
| 故障现象 | 故障部位 | 故障原因 | 检修方法 |
| 环火 | 电刷、换 向器 | 电刷位置不合适 | 调整 |
| 电刷振动 | 修复 | ||
| 换向片间电压偏高 | 调整 | ||
| 换向器不良 | 更换或修复 | ||
| 电枢、励 磁绕组 | 电枢绕组断路或短路 | 修复或重绕绕组 | |
| 励磁绕组极性接反 | 纠正 | ||
| 控制系统 | 控制系统负反馈极性接反 | 纠正 | |
| 电刷下打 火严重 | 负载 | 负载过重 | 减轻负载 |
| 转子 | 转子动平衡不良 | 校正转子动平衡 | |
| 电刷、 换向器 | 电刷型号不对或尺寸不 合适 | 更换型号相同或性能相近的 电刷 | |
| 电刷质量不良 | 更换 | ||
| 电刷偏离中性线 | 调整 | ||
| 各电刷臂之间距离不相等 | 调整 | ||
| 同一电刷臂上的各刷握不 在一条直线上 | 调整 | ||
| 电刷压力不合适 | 调整 | ||
| 电刷与换向器接触不良 | 更换或修复 | ||
| 换向器极性接错 | 纠正 | ||
| 换向片与均压线接触不良 | 修复 | ||
| 换向器表面粗糙 | 更换或研磨 | ||
| 电枢、 励磁绕组 | 电枢供电回路接触不良 | 视具体情况调整 | |
| 电枢供电各支路电流不 平衡 | 修复 | ||
| 电枢绕组与换向器铜片连 接错误 | 纠正 | ||
| 励磁绕组断、短路 | 查出、短路点修复或重绕绕组 | ||
| 内部接线断或虚焊 | 重焊或修复 |
注:直流电动机如果突然失去磁场,轻载电动机的转速将会升高,以致超过额定值数倍;重载电动机的电枢流将大大超过额定值。这两种情况对他励或并励电动机都是危险的。为了防止直流电动机出现这种情况,可在其磁场电路中串接一只欠电流继电器,当电动机失磁时,立即断开电源回路的电源。
表14-2 刷握常见故障与修理方法
| 故障现象 | 故障原因 | 修理方法 |
| 刷握内表面和电刷两侧损坏 | 整流子振动,刷握内有毛刺 | 车光整流子、修理刷握或更换 |
| 刷握熔化 | 环光过大 | 查明原因并排除或更换刷握 |
| 弹簧压力不足 | 弹簧过热而退火 | 更换 |
| 电刷卡住 | 电刷损坏 | 更换 |
| 电刷研磨粗糙 | 重新研磨 | |
| 温升过高 | 查明原因后修复或更换 |
电刷偏离中性线的判断方法:
①感应法。在电枢静止时将毫伏表接到相邻两组电刷上,励磁绕组通过开关K接到1. 5~3 V直流电源上,如图14-1所示。如果电刷位置不对,则开关K交替开合时,毫伏表指针就会左右摆动。在这种情况下,可正、反方向移动刷架,以调整电刷位置,直到开关开合时毫伏表指针几乎不动为止。此时电刷的位置就是中性线位置。
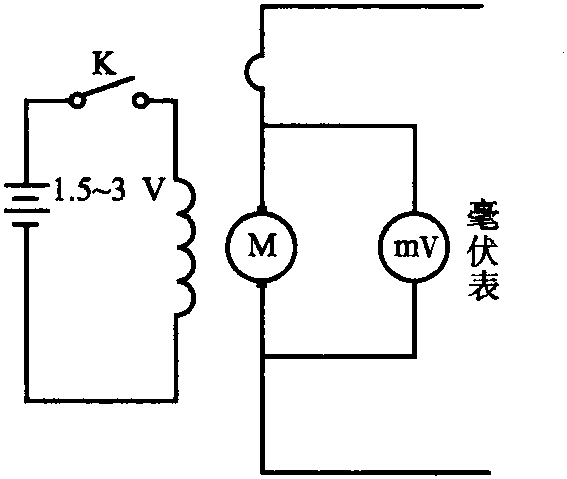
图14-1 感应法判别电刷位置
②动静法。电枢绕组和换向极绕组中通以适当电流(不接励磁绕组),如果电枢不动,则表明电刷位置正确。否则说明电刷位置不在中性线上。
③火花观察法。如果电动机没有其他故障,可通过观察火花判断电刷位置是否正确。若电刷处于中性线位置,则刷下应无火花或火花最小。否则说明电刷不在中性线上,应调整电刷位置。