
今天小编要和大家分享的是手工焊接焊接方法 手工焊接助焊剂,接下来我将从焊接方法,助焊剂,注意事项,这几个方面来介绍。

手工焊接与返修是要求杰出的操作员技术和良好工具的工艺步骤;一个经验不足的操作员可能会产生可靠性的恶梦。当配备足够的工具和培训时,操作员应该能够创作可靠的焊接点。表面贴装手工焊接有时比通孔(through-hole)焊接更具挑战性,因为更小的引脚间距和更高的引脚数。返修工艺中,必须小心,不要将印刷电路板过热;否则电镀通孔和焊盘都容易损伤。
焊接方法
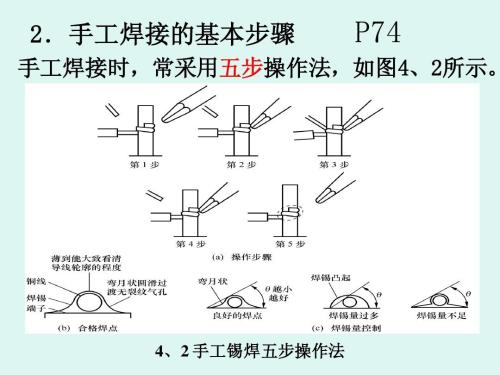
准备施焊
准备好焊锡丝和烙铁。此时特别强调的施烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
加热焊件
将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。
熔化焊料
当焊件加热到能熔化焊料的温度后将焊丝置于焊点,焊料开始熔化并润湿焊点。
移开焊锡
当熔化一定量的焊锡后将焊锡丝移开。
移开烙铁
当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。
助焊剂
助焊剂可以用小瓶来滴,可使用密封的或可重复充满的助焊剂笔。经常,操作员使用太多的助焊剂。我宁愿使用助焊剂笔,因为它们限制使用的助焊剂量。我也宁愿使用带助焊剂芯的焊锡,含有助焊剂和焊锡合金。当使用带助焊剂芯的焊锡和液体助焊剂时,保证助焊剂相互兼容。
表面贴装焊接通常要求较小直径的锡线,典型的在0.50~0.75mm范围。通孔焊接通常要求较大直径的锡线,范围在1.20~1.50mm。
锡膏(solderpaste)也可以用注射器来滴,虽然许多手工焊接方法加热锡膏太快,造成溅锡和锡球。助焊剂胶,而不是锡膏,对更换面积排列元件是非常有用的。
注意事项
1、选用合适的焊锡,应选用焊接电子元件用的低熔点焊锡丝。
2、助焊剂,用25%的松香溶解在75%的酒精(重量比)中作为助焊剂。
3、电烙铁使用前要上锡,具体方法是:将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
4、焊接方法,把焊盘和元件的引脚用细砂纸打磨干净,涂上助焊剂。用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没元件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
5、焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
6、焊点应呈正弦波峰形状,表面应光亮圆滑,无锡刺,锡量适中。
7、焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
8、集成电路应最后焊接,电烙铁要可靠接地,或断电后利用余热焊接。或者使用集成电路专用插座,焊好插座后再把集成电路插上去。
9、电烙铁应放在烙铁的架上。
关于手工焊接,电子元器件资料就介绍完了,您有什么想法可以联系小编。









