
今天小编要和大家分享的是CAM350相关信息,接下来我将从FeatureCAM软件在凸轮设计加工中的应用,featurecam 2018 自动产生加工路径及nc这几个方面来介绍。

CAM350相关技术文章FeatureCAM软件在凸轮设计加工中的应用
FeatureCAM是世界最大的CAM软件公司英国Delcam公司旗下著名的特征自动识别CAM系统,是基于特征、基于知识、第一个使用自动特征识别AFR技术的全功能CAM软件,同时具有强大的交互式特征识别IFR功能,支持2~5 轴加工中心、车铣复合加工、车削加工及线切割编程。
纺织机械中有一种机械叫高速气流纺,引入的是德国现代技术。其中有一关键零件是传动凸轮。高速气流纺的传动凸轮类型采用了双螺旋线,而我公司之前一直采用单螺旋线凸轮,国内又没有加工经验可供参考。更重要的是,由于该凸轮的工作速度高达8000转/分,对传动的准确性、可靠性和噪音的要求都非常高。可以说,能否攻克该凸轮的加工难关,是整个技术引进的关键环节。
传统的加工方法是使用笛卡尔坐标进行点对点计算,数据密集工作量大,且容易出错;曲线曲面不光滑、容积误差较大,制造周期长。
这一次,我们尝试用FeatureCAM编程,利用我公司现有设备,克服传统制造的缺陷,制造出精确的高速凸轮。从而使CAD/CAM技术真正应用到凸轮设计和制造中,既提高了凸轮设计的效率和加工精度,又缩短了制造周期。特别是在设计和制造形状结构复杂化零件或曲面或模具时,CAD/CAM技术更显示其它软件无法比拟的强大功能和效率。
高速气流纺传动凸轮设计、建模、编程思路:
●分析凸轮的加工工艺----需要构建凸轮曲线;
●凸轮工件材料----圆柱凸轮材料为QT550耐磨耐高温铸铁;
●使用设备:必须有四轴功能四联动加工中心的设备。刀具选用杆铣刀(平头端铣刀);
●创建凸轮曲线---采用FeatureCAM软件自带的凸轮曲线构造功能智能化创建凸轮的关键曲线;
●使用FeatureCAM四轴加工模块进行沿凸轮曲线自动生成铣槽加工刀具路径;
●使用FeatureCAM机床仿真模块仿真加工路径,进行验证;
●在四联动加工中心加工凸轮;
在设计凸轮曲线时考虑到凸轮是高速运动去带动高速引纱及纺纱,其凸轮的曲线要求特别光滑才能达到高速的效果。因此在设计的结构上点与拐点之间,加速上升时的轨迹必须保证凹槽光洁畅通。
一、生成凸轮曲线步骤:
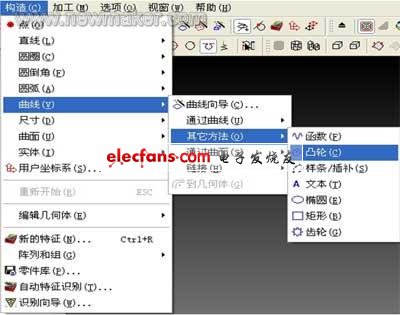

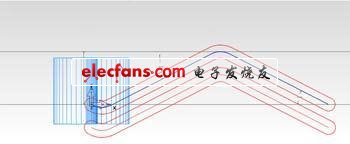
建立缠绕曲线,选择Y轴缠绕,设计完工的曲线(见下图)
二、生成刀具路径步骤:
工艺分析过程:加工时要选项为CW方向,也就是顺时针去加工,曲线拐点为每0.25度匀速度上升至180度;然后返回起始原点。第二条平移中心Y轴-40mm继续加工,分出粗加工和精加工,控制拐点尺寸精度和倒曲线边角。
选择刀具¢20杆铣刀进行粗加工,FeatureCAM自动计算出精加工留出的余量,主轴转速1800r/min;进刀采用螺旋下刀方式,速度为100mm/min,而进入正常加工时进给速度为150----200mm/min。
在选择刀具¢20杆铣刀进行精加工,FertureCAM软件附带功率负载表可以参考。主轴转速2000r/min,进刀采用螺旋下刀方式速度为200mm/min,而进入正常加工时进给速度200----250mm/min。
使用四轴联动加工中心,操纵系统为西门子840C ,NC主格式为MPF格式;计算机进行模拟仿真加工,计算出实际的加工工时,修改不必要的多余加工路径。

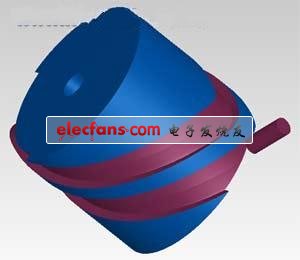
三、刀具路径动态三维实体切削仿真结果:
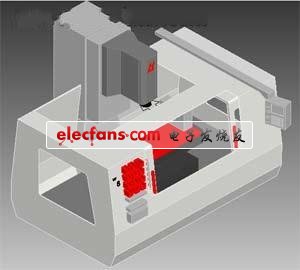
四、在FeatureCAM中把刀具路径进行机床模拟仿真验证:
在数控加工过程中为了验证程序的正确性,过去多采用木模或塑料模进行试切加工,此种方法效率低又浪费材料。用数控仿真方法来检验是近几年发展起来的新技术,它具有降低制造成本、缩短设计制造周期、快速直观、省时省力的优点,它使操作者通过图形显示预先检测误差,进行刀具的干涉和碰撞检查。
快速生成机床G代码:
结束语:
应用CAD/CAM技术对圆柱凸轮进行制造设计与数控加工自动编程,大大提高了设计效率与凸轮的精度,克服了传统方法、人为因素浪费人力、物力、财力且要多次修改等缺点所带来的风险,缩短了设计制造的周期,提高了凸轮的质量。
关于CAM350就介绍完了,您有什么想法可以联系小编。









