
2.1生产线的可视化管理
利用RFID智能技术进行可视化管理的系统主要由生产流水线、RFID数据采集系统、制造产品、工位以及两个同定的RFID读识器这几大部分构成。工作原理如图1所示:
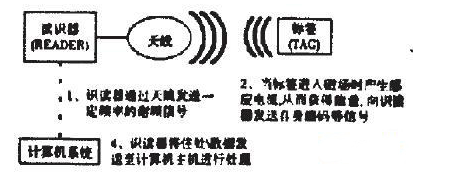
图1 RRID工作原理图
由罔可知读识器通过天线发送出一定频率的射频信号,当标箍进入磁场时产生感应电流从而获得能力。向读识器发送出自身编码信息,经过采集、解码后将数据信息传输到计算机进行分析处理。利用这个原理,产品在生产流水线上移动,到达工位后工人取下该产品进行零配件组装,在这个过程中每个生产品都加上RFID标签,等到工人装配完成后再放回流水线进行下一道工序。带有RFID标签的产品在流水线上运转的过程中,先后通过系统固定的两个RFID读识器,机器阅读产品标签上的信息然后将其传输到总控制系统,操作人员可以通过系统显示的数据米判断产品在生产流水线运转的状况以及成品的制造情况。
2.2生产线监测
通过RHD智能技术还可以通过产品在流水线上的工位进行监测,来反映生产线超时以及压货的现象。并以此为依据判断流水线的工作状态是否良好。在进行工位超时监测时,需要对产品在工位上停留的最大时间Tmax进行设定,产品经过两个读识器的时间间隔是相同的并且都等于Tmax,一旦产品经过读识器1,但并未在规定时间经过读识器2,系统会根据初始设定进行报警提示。产品工位的停留时间为T(读识器2)一T(读识器1),如果计算结果小于Tmax,则说明产品在工位上停留的时间属于正常范围;如果计算结果大于Tmax,则说明生产品已经出现超时现象。









