
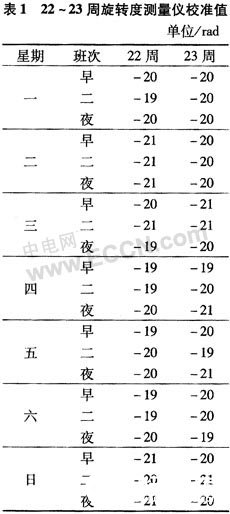
从数据可看出,仪器校准均正常。线性度经校准部门的验证亦良好。旋转度公差是(-30±30)rad,仪器最小读数为1,分辨力为60°所以,该测量系统具有足够的分辨力、线性性和稳定性,完全可以进行测量系统分析。
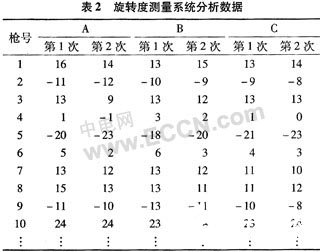
为了评定旋转度测量的R&R,选了3位操作者,分别记为A、B、c,又随机选了20个电子枪,分别编号为1~20号,每位操作者用旋转度测量仪对每个电子枪重复测量2次,测量时他们并不知道所测样本的编号。测量结果如表2所示(为节省篇幅,仅列出1~10号的数据。下同)。
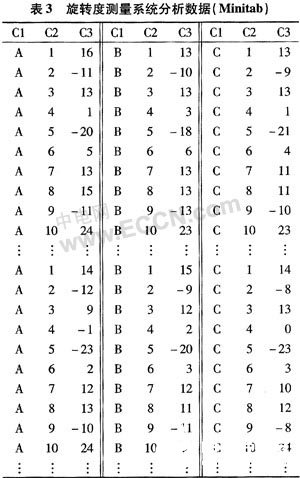
在Minitab软件中,需要对表中的数据重新处理,将数据输入在3列上:C1为操作者编号,C2为零件编号,C3为测量数据,见表3。
从Minitab的Stat→Quality Tools→Gauge R&R (Crossed)…→入口进入,分别选择Part numbers、Op-erators、Measurement Data所在的列,并选择ANOVA分析法,在Option的Study Variation(number of standarddeviations)中输入5.15,在Process Tolerances中输入60,然后点击Ok,经过运算,即可得到如图3所示的分析结果。
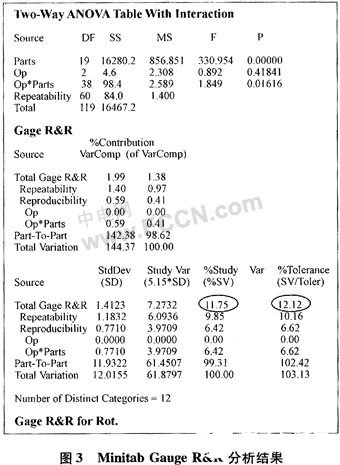
从以上的分析数据可以看出,RP/TV为11.75%,RP/T为12.12%,考虑到生产的实际情况和成本,可以认为该测量系统是可以接受的。









