
那么,差速器壳的检测要求?
制程剖析
对于制造商面对的问题,工程师利用雷尼绍ProductiveProcessPyramid™(高效制造过程金字塔解决方案)分析差速器壳制造过程的关键要素, 来迎接制造商的挑战。该框架是用于识别和控制在加工过程的各个主要阶段可能发生的变化。
对于这一过程,控制变化的方法包括机床维护和校准、刀具破损检测以及通过车间比对测量进行检测和反馈。
改进的制程
典型结果
对于差速器壳制造商来说,一个重要好处是可以安装Equator™比对仪,将三个阶段的检测活动合并到一台设备上进行,从而降低资金投入和后续费用。由于现在可以在加工节拍内检测关键特征,因此简化了检测过程。自动刀补反馈使得生产出的特征接近标称值,提高了产能和质量。
一次操作即可检测所有工件型号
Equator™比对仪适用于检测位置和几何形状特征等所有所需尺寸,无需使用其他检测设备。Equator比对仪可检测6种关键特征并发送3个刀补更新到机床控制器。
提高制程产能和质量
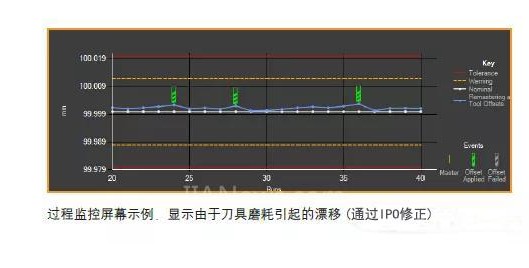
Equator比对仪使用IPC软件提供全自动偏置补偿。该软件可持续监控关键特征的Equator比对测量数据。当需要进行刀补更新时,则将更新数据发送至CNC控制器,调整后续工件的加工,使特征恢复到标称值。持续控制制程漂移可将制程能力指数(CpK)提高到1.67以上。
在加工节拍内检测关键特征
Equator比对仪的高速扫描功能以及可测量每个特征的能力,使其能够满足加工节拍的要求,并实现100%工件检测。Equator比对仪程序已经过设定,适用于检测多种工件设计和型号。由于不再需要多个单独的量具,资本支出和后续费用得以缩减。Equator比对仪可在几秒内完成工件选择,与之前的手动测量相比,缩短了工件切换时间。Equator比对仪检测几何特征的能力将坐标测量机解放出来,专门承担QA工作。









