
x、y、z轴的3个传感器,均采用由槽形光耦组成的限位电路,其特点是限位精度高,易于与单片机接口。对刀传感器采用微动开关,其作用是检测被雕刻材料的厚度。步进电机驱动器采用两相电流细分式驱动器,细分系数和输出电流,均可根据滚珠丝杠的负载大小情况来设定,驱动器和单片机之间有光电隔离电路,接口信号为方向信号Dir、走步脉冲信号Pul和有效选择信号En。
逐点比较法是国内数控机床中广泛采用的一种插补方法,其能实现直线、圆弧和非圆二次曲线的插补,插补精度较高。逐点比较法即每走一步,均要将加工点的瞬时坐标同规定的图形轨迹相比较,判断其偏差,然后决定下一步的走向,若加工点走到图形外,则下一步就要向图形内走。若加工点在图形内,则下一步要向图形外走。这样就能得出一个接近规定图形的轨迹,其最大偏差不超过一个脉冲当量。在逐点比较法中,每进给一步,均需要进行偏差判别、坐标进给、新偏差计算和终点比较4个步骤。
通常情况下,在雕刻图形的设计和生成阶段,首先要预置雕刻的精度参数,所以y轴的进给量一般较小,且每步固定,雕刻的精度要求越高,则y轴的进给量则越小,这也使得雕刻文件的行数大幅增加。z轴的最大行程,一般略大于被加工材料的厚度。在3个坐标中,x轴的运动量最大,其行程由被加工材料的幅宽决定。所以在进行空间直线插补时,是假定了该空间的x轴进给的步数最大。
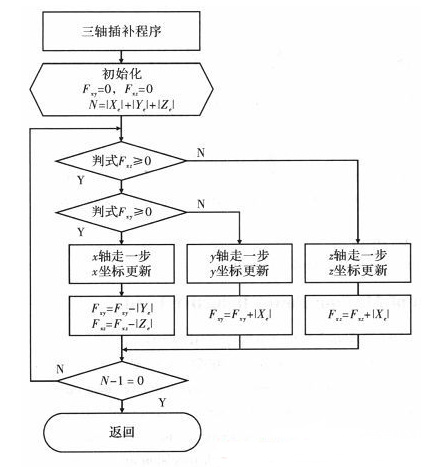
即要在以长轴为基础建立的两个平面坐标系内进行差补运算,才能插补出正确的空间直线轨迹。因此,每读出一行雕刻加工的坐标数据,均要先行判断,找出步数最长的轴,再以其为关联轴来构建两个插补平面,这样才可将对空间直线的三维差补计算,转换成对二维平面的差补,其程序流程如图2所示。在通常情况下,木工雕刻机一般为2.5D,以x、z轴的两维插补为主,即当y轴进给时,x、z轴停止;而当x、z联动时,y轴停止。









