
3.3 连铸机系统SIMATIC S7 PROFIBUS网络控制结构
连铸机系统采用的现场总线——PROFIBUS_DP集成在SIMATIC S7系统内部。分散连接的I/O外围设备(ET200M、VVVF、C7等)通过DP协议由STEP7组态工具全部集成在系统中。这就是说,已在组态和编程阶段,把分散的I/O设备(如STRAND PLC各远程站RIO S_LC312、RIO S_LC316、RIO S_LC214等 )作为类似于在中心子机架或扩展机架中的本地I/O来对待。起着类似于中心子机架的I/O模块的作用,起着扩展功能。SIMATIC S7提供集成的或插入的PROFIBUS_DP接口用于连接有更复杂功能的现场设备(如结晶器调宽MP270、操作面板C7等)。由于PROFIBUS第1层、第2层的特性和一贯执行的内部系统通信(S7功能),因此,可将编程装置(PG)、PC、HMI等设备与SIMATIC S7 PROFIBUS_DP系统直接连接通讯,进行监控和操作(图4)。
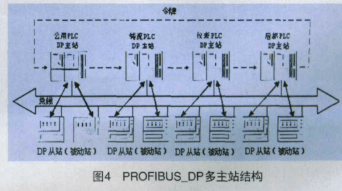
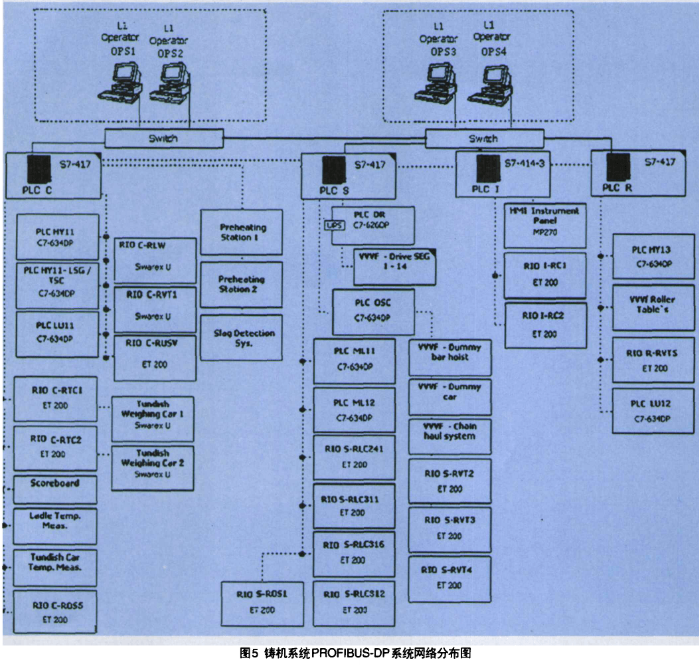
在图4中,整个网络上级控制有四台上位机OPS1、OPS2、OPS3、OPS4,这四台上位机用于工业现场,由它可以来实时监控现场设备运行状态,并可将设备运行情况通过曲线或文字的形式记录下来,同时操作人员可在HMI上进行远程控制。
四台上位机通过以太网分别与四大主站(公共PLC、铸流PLC、仪表PLC、后部PLC)PLC进行通讯,实时监控现场设备的运行。从图中可以看出单独应用PROFIBUS_DP网可用于控制大中包系统、引锭卷扬系统、铸流系统、后部辊道系统等,总线构成主-从程序。在铸流PLC系统中,有一个主站,八个远程站(I/O),主站又通过PROFIBUS_DP网同结晶器振动PLC、结晶器液位控制PLC、拉矫驱动PLC进行通讯,总线构成混合总线存取控制方式。从而构成了连铸整个网络控制系统。为方便处理现场事故,在现场设有一台编程器(PG),它可以通过PROFIBUS_DP接口与在线PLC进行实时通讯,监控现场设备运行状况。接口采用的是9针D型连接器RS485协议用于总线站与总线的相互连接。
4、结束语
为高速传输用户数据而优化的PROFIBUS_DP协议特别适用于可编程序控制器与现场级分散的I/O设备之间的通信。PROFIBUS_DP总线在板坯连铸机电气自动控制系统的应用,验证了PROFIBUS_DP总线在现场控制方面的稳定性和可靠性,不仅提高了自动控制水平,而且能大大提高生产率和降低停机时间,为稳产、高产打下坚实的基础。









