
今天小编要和大家分享的是焊接与组装相关信息,接下来我将从红外回流焊的工作过程_红外回流焊工作原理,螺旋输送机机械振动焊接的特性这几个方面来介绍。

焊接与组装相关技术文章红外回流焊的工作过程_红外回流焊工作原理
红外回流焊工作原理
红外回流焊的工作原理是热能通常有80%的能量以电磁波的形式——红外线向外发射,焊点受红外幅射后温度升高,从而完成焊接过程。
红外线的波长通常在可见光波长的上限(0.7~0.8μm)到毫米波间,其进步划分可将0.72~1.5μm称为近红外;1.5~5.6μm称为中红外;5.6~1000μm称为远红外。红外回流焊波长在1.5~l0μm的红外辐射能力强,约占红外总能量的80%~90%,红外辐射能的传递般是非接触式进行。
被辐射到的物体能快速升温,红外回流焊升温的工作机理是:当红外波长的振动频率与被它辐射物体分子问的振动频率致的时候,被它辐射到的物体的分子就会产生共振,引发激烈的分子振动,分子的激烈振动即意味着物体的升温。
红外回流焊炉通常每个温区均有上下红外加热器,每块加热器都是优良的红外辐射体,而被焊接的对象,如PCB基材、锡膏中的有机助焊剂、元件的塑料本体,均具有吸收红外线的能力,因此这些物质受到加热器热辐射后,其分子产生激烈振动,迅速升温到锡膏的熔化温度上,焊料润湿焊区,从而完成焊接过程。
红外回流焊加热器的种类很多,大体可分和两大类,类是灯源辐射体,它们能直接辐射热量,又称为次辐射体;另类是面源板式辐射体,加热器铸造在陶瓷板、铝板或不锈钢板板内,热量先通过传导转移到板面上来。两类热源分别产生1~2.5μm和2.5~5μm波长的辐射。
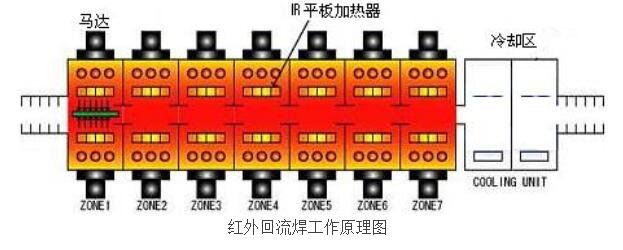
红外回流焊的工作过程
红外回流焊的焊接表面组装件sMA置于网状或链式传送带上,经过设备的预热区升温、保温区温度匀化,焊接区温度达到南纬、锡膏充分熔化和润湿校焊材料表面,冷却区熔融焊料完全凝固完成员终的焊接过程。这种焊接方式也称为连续式回流焊。预热区、保温区、焊接区和冷却区是回流焊接设备的四个温区。









