
今天小编要和大家分享的是焊接与组装相关信息,接下来我将从振动摩擦焊接机功能特点_振动摩擦焊接机工艺参数,厂家供应 四轴激光焊接机 质量好.价格实惠这几个方面来介绍。

焊接与组装相关技术文章振动摩擦焊接机功能特点_振动摩擦焊接机工艺参数
振动焊接是摩擦焊接过程,其间被焊接的制件在压力下磨擦到一起直到生成的磨擦和剪切热量接触面达到充分熔融状态。当达到设定焊接深度时(由线性传感尺测量),相对运动停止,进入保压阶段焊缝冷却并固化。
振动摩擦焊接机工艺参数
1、频率
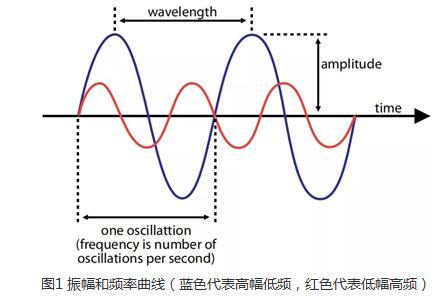
振动摩擦焊接机有两种工作频率,一种是高频振动模式200-240Hz,另一中是低频振动模式80-120Hz。选择哪一种频率取决于上模具重量和高度。频率对焊缝质量无显著影响。
2、振幅
对于高频工作模式(如240Hz),输出振幅(峰值到峰值)0.5-1.8mm。对于低频工作模式(如100Hz),输出振幅2-4mm,见图1。通常,当零件之间的间隙限制在小于1.5mm时,使用高频振动。振幅越大,焊接时间越短,不过清洁度会变差。
3、焊接压力
可调整范围区间大,从0.5到20MPa。常用范围0.5-2.0MPa。较高压力能减少焊接时间。值得注意的是,焊缝压力过大,会导致大量熔体流出焊缝区域,熔体层下方的了冷态塑料进行粘接形成冷焊缝,大大减少焊接强度。
一般来说,焊缝强度对振动频率和振幅不是非常敏感。对于含有玻璃纤维的材料,应尽可能限制或减少熔体流动。因为熔体的横向流动,会导致玻纤排布方向发生改变,减少焊缝的焊接强度。高粘度材料能承受较高的焊接压力。但较高的压力会增加第一阶段(固态摩擦阶段)的粉尘数量。
4、焊接时间
振动摩擦焊接过程有两种控制方式:时间控制和深度控制。一般常用焊接深度控制方式。
5、焊接深度
决定焊缝强度最重要的因素是焊接深度。当焊接深度超过一个临界阀值,即达到第三阶段(稳态流动阶段)的最小深度,焊接强度就能够达到母体材料强度。当焊接深度小于这个临界阀值时,焊接强度减少。焊接深度大于这个临界阀值时,对于同种塑料之间的焊接,不会增大焊接强度。对于不同塑料之间的焊接,却可以增大焊接强度。









