
今天小编要和大家分享的是焊接与组装相关信息,接下来我将从螺柱焊的工作原理_螺柱焊的特点,金属焊接这几个方面来介绍。

焊接与组装相关技术文章螺柱焊的工作原理_螺柱焊的特点
螺柱焊的特点
(1)螺柱焊与一般电弧焊相比,焊接时间短,输入母材的能量很小,因而焊缝金属和热影响区均很窄,焊件变形小。
(2)采用螺柱焊生产率高,焊接时间通常不超过1s。
(3)采用螺柱焊不仅可以节约材料,而且可以减少连接部件所需的机械加工及焊接工作量。
(4)若采用电容储能螺柱焊可以将小的螺柱与薄件相连接。
(5)因为螺柱焊熔深浅,焊接过程不会损害预先进行加工的结构背面,焊后无需处理。
(6)焊接淬硬倾向大的材料容易在焊缝及热影响区引起淬硬组织,造成焊接接头塑性不足。
(7)与焊条电弧焊相比,螺柱焊所用设备轻便且便于操作。
(8)螺柱焊在满足轻度的条件下所需的母材厚度小。
螺柱焊的工作原理
螺柱焊可将螺柱或其他紧固件快速焊接到工件上而不穿透工件。直流恒流电源或电容储能装置都可作为焊接能量。在电容储能装置中,采用相对小的直流电源对一个大电容充电,并且将能量储存在电容中作为焊接能量。
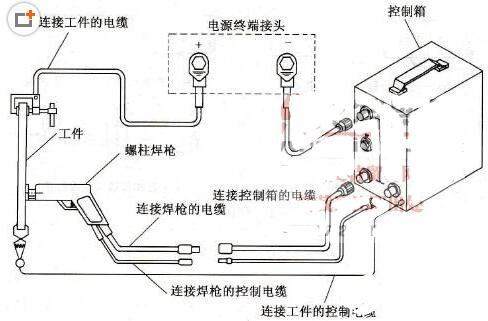
焊接时,将端部套有陶瓷圈或金属圈的螺柱装入螺柱焊枪中(陶瓷圈或金属圈用来保护电弧和隔离空气防止焊缝氧化),然后把焊枪垂直预紧工件表面进行定位,扣动扳机,工件与螺柱之间便产生电弧(电子控制装置用来控制电弧的燃烧时间以保证螺柱和工件充分熔化),然后利用弹簧力使螺柱与焊枪分离完成焊接。螺柱焊示意图如图1所示。
关于焊接与组装就介绍完了,您有什么想法可以联系小编。









