
今天小编要和大家分享的是焊接与组装相关信息,接下来我将从CO2气体保护焊的收弧操作_CO2气体保护焊的引弧操作,螺旋输送机机械振动焊接的特性这几个方面来介绍。

焊接与组装相关技术文章CO2气体保护焊的收弧操作_CO2气体保护焊的引弧操作
CO2气体保护焊
氧化碳气体保护焊是焊接方法中的一种,是以二氧化碳气为保护气体,进行焊接的方法。在应用方面操作简单,适合自动焊和全方位焊接。在焊接时不能有风,适合室内作业。
CO2气体保护焊的引弧操作
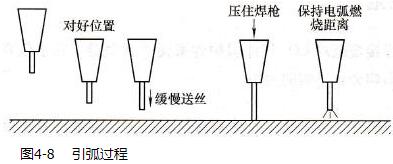
CO2气体保护焊通常采用短路接触法引弧。引弧的具体操作步骤为:首先按遥控盒上的点动开关或按焊枪上的控制开关送出一段焊丝,伸出长度小于喷嘴与工件间应保持的距离;然后将焊枪按要求(保持合适的倾角和喷嘴高度)放在引弧处(此时焊丝端部与工件未接触),喷嘴高度由焊接电流决定,若操作不熟练时,最好双手持枪;最后按焊枪上的控制开关,焊机自动提前送气,延时接通电源,保持高电压,当焊丝碰撞工件短路后,自动引燃电弧。短路时,焊枪有自动顶起的倾向,引弧时要稍用力下压焊枪,防止因焊枪抬高,电弧太长而熄灭。整个引弧过程如图4-8所示。
CO2气体保护焊的收弧操作
CO2气体保护焊机有弧坑控制电路,焊枪在收弧处停止前进的同时接通此电路,焊接电流与电弧电压自动变小,待熔池填满时断电。如果焊机没有弧坑控制电路,或因焊接电流小没有使用弧坑控制电路时,在收弧处焊枪停止前进,并在熔池未凝固时反复断弧、引弧几次,直至弧坑填满为止。操作时动作要快,如果熔池已凝固才引弧,则可能产生未熔合及气孔等缺陷。
收弧时应在弧坑处稍作停留,然后慢慢抬起焊枪,这样就可以使熔滴金属填满弧坑,并使熔池金属在未凝固前仍受到气体的保护。若收弧过快,容易在弧坑处产生裂纹和气孔。
关于焊接与组装就介绍完了,您有什么想法可以联系小编。









