(b)从站部分:蒸铝机小车,FX2N-16MR, FX2N-32CCL, 10套。
同步控制,FX2N-32MR, FX2N-4AD, FX2N-32CCL.
其他控制(485主站),FX2N-128MR, FX2N-32CCL.
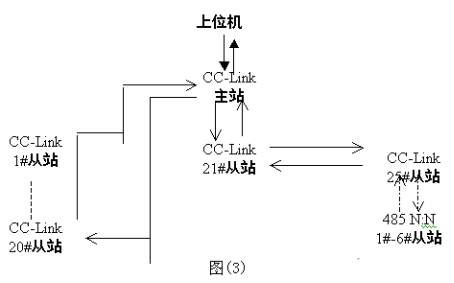
从该系统的网络结构可看到,CC-Link网络为系统的主干,具有较快的通讯速度(10M),从站出现故障时不影响网络的正常运行,10台蒸铝机小车的PLC通过CC-Link网络能方便实现上线和下线动作要求,传动同步控制PLC的连锁信号通
过CC-Link网络能较快地与其他控制设备的PLC进行信息交换。上位机监控站通过主站CC-Link网络对全部控制设备的状态和数据进行监控。RS485 N:N网络为子干,用于通讯速度不高的设备PLC,整个网络的信息流如图(3)所示。
从系统配置可看到除主站用AnS系列 PLC,其他均采用FX2N系列的PLC,因FX2N PLC具有良好的性价比,它不但具有硬件上较好的配置性能和功能性能,还有丰富的软件功能指令集,是目前小型PLC中的优秀代表。
3、系统功能简介
(1)蒸铝机小车:10台小车由蒸铝机旋转带动运动,小车的电源和CC-Link网络通讯通过小车上的电刷和蒸铝机上滑环提供。每台小车上真空设备的控制些均由小车上的PLC完成控制和连锁,如电源故障、真空泵启停等,每台小车有自己的编号,真空度达到信号,以及小车位置信号通过CC-Link网络传递主传送带PLC,去控制机械手和传送带。10台小车的上线和下线应用了CC-Link网络中子站出现故障不影响网络的正常运行的性能,如图(4)。
注:每个从站的通讯点占2个站,所以编号为1#、3#、5#、……、20#。
(图4)
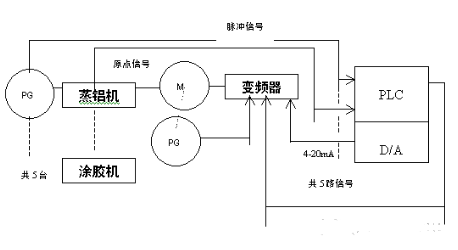
(2)传动系统的同步控制:传动系统的同步控制由PLC和变频器组成,5台设备的同步节拍分别是,蒸铝机27秒一个工位,铆钉机、主装机、烘装机3秒一个工位,涂胶机9秒一个工位。同步控制功能有,正常5台启动,故障单台跟踪启动。传动系统达到同步要求后,通过CC-Link网络将同步达到信号传递给相关机械手设备的PLC,图(5)传动同步控制系统结构图。