
今天小编要和大家分享的是手工电弧焊设备及工具 手工电弧焊工艺流程,接下来我将从手工电弧焊的设备及工具,手工电弧焊的工艺流程,手工电弧焊的焊接,手工电弧焊的应用,手工电弧焊的缺陷,手工电弧焊的安全注意,这几个方面来介绍。
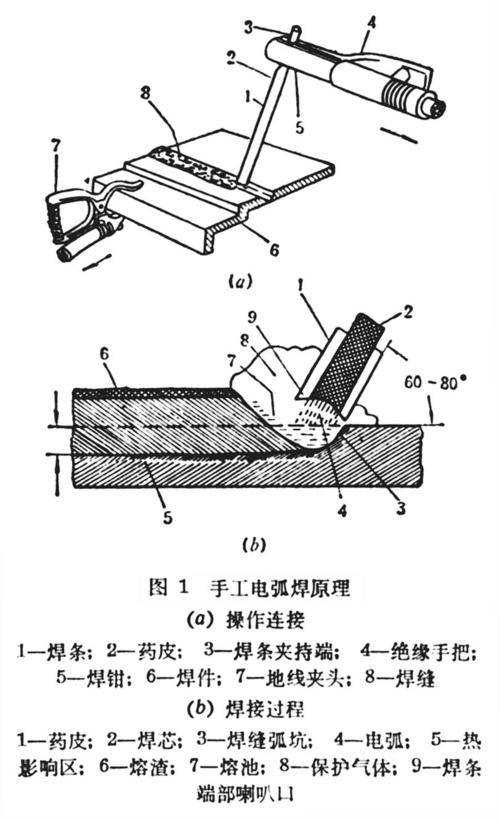
手工电弧焊属于焊接方法中熔化焊的一种,是将两个分离的金属,在接头处局部加热或加压,或者加热时同时又加压、熔化、冷却后凝固成一个牢固的整体。它是利用电弧热局部熔化焊件和焊条以形成焊缝的一种手工操作焊接方法。电焊机是手工电弧焊的主要设备,是产生焊接电弧的电源,常用的电焊机有交流弧焊机和直流弧焊机两类。
手工电弧焊的设备及工具
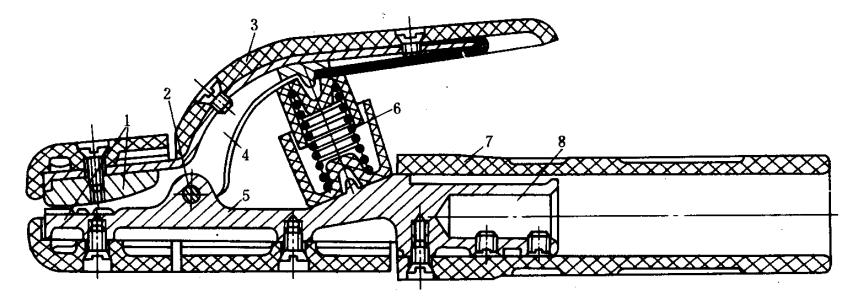
手工电弧焊时的工具有:夹持的焊钳;保护眼睛、皮肤免于灼伤的电弧手套和面罩;清除焊缝表面及渣壳的清渣锤和钢丝刷等。
手工电弧焊的主要设备有弧焊机,按其供给的焊接电流种类的不同可分为交流弧焊机和直流弧焊机两类。
1.交流弧焊机
交流弧焊机供给焊接时的电流是交流电,是一种特殊的降压变压器,它具有结构简单、价格便宜、使用可靠、工作噪声小、维护方便等优点,所以焊接时常用交流弧焊机,它的主要缺点是焊接时电弧不够稳定。
2.直流弧焊机
直流弧焊机供给焊接时的电流为直流电。它具有电弧稳定、引弧容易、焊接质量较好的优点,但是直流弧焊发电机结构复杂、噪声大、成本高、维修困难。在焊接质量要求高或焊接2mm以下薄钢件、有色金属、铸铁和特殊钢件时,宜用直流弧焊机。
手工电弧焊的工艺流程
1、拼装
2、焊接
3、校正
4、二次下料
5、制孔
6、装焊其它零件
7、校正
8、打磨
9、打砂
10、油漆
11、搬运
12、贮存
13、运输
手工电弧焊的焊接
一、焊前准备
1、根据施焊结构钢材的强度等级,各种接头型式选择相反强度等给牌号焊条和合适焊条直径。
2、当施工环境温度低于零度,或钢材的碳当量大于0·41%及结构刚性过大,构件较厚时应采用焊前预热措施,预热温度为80℃~l00℃,预热范围为板厚的5倍,但不小于100毫米。
3、工件厚度大于6毫米对接焊时,为确保焊透强度,在板材的对接边沿应开切V型或X型坡口,坡口角度а为60°。钝边p=0~1毫米,装配间隙б=0~1毫米;当板厚差4毫米≥4毫米时,应对较厚板材的对接边缘进行削斜处理,如图:
4、焊条烘培:酸性药皮类型焊条焊前烘焙150℃×2保温2小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙。并保温川、时才能使用。
5、焊前接头清洁要求,在坡口或焊接处两侧30毫米范围内影响焊缝质量的毛刺、油污、水、锈脏物,氧化皮必须清洁干净。
6、在板缝两端如余量小于50毫米时,焊前两端应加引弧、熄弧板,其规格不小50×50毫米。
二、焊接材料的选用
]、首先应考虑母材强度等级与焊条强度等级相匹配和不同药皮类型焊条的使用特性。
2、考虑物件工作条件,几承受动载荷、高应力或形状复杂,刚性较大,应选用抗裂性能和冲击韧性好的低氢型焊条。
3、在满足使用性能和操作性能的前提下,应适当选用规格大效率高的铁粉焊条,以提高焊接生产效率。
三、焊接规范
l、应根据板厚选择焊条直径,确定焊接电流
如表:
板厚(毫米)焊条直径(毫米)焊接电流(安培)备注
32.580~90不开坡口
83.2110~150开V型坡口
164.0160~180开X型坡口
204.0180~200开X型坡口
该电流为平焊位置焊接、立、横、仰焊时焊接电流应降低10~15%;>16毫米板厚焊接底层选Φ3.2mm焊条,角焊焊接电流应比对接焊焊接电流稍大。
2、为使对接焊缝焊透,其底层焊接应选用比其他层焊接的焊条直径较小。
3、厚件焊接,应严格控制层间温度,各层焊缝不宜过宽,应考虑多道多层焊接。
4、对接焊缝正面焊接后,反面使用碳气刨扣槽,并进行封底焊接。
四、焊接程序:
l、焊接板缝,有纵横交叉的焊缝,应先焊端接缝后焊边接缝。
2、焊缝长度超过1米以上,应采用分中对称焊法或逐步码焊法。
3、结构上对接焊缝与角接焊缝同时存在时,应先焊板的对接焊缝,后焊物架的对接焊缝。最后焊物架与板的角焊缝。
4、凡对称物件应从中央向前尾方向开始焊接,并左、右方向对称进行。
5、构物件上平、立角焊同时存在时,应先焊立角焊后焊平角焊,先焊短焊缝,后焊长焊缝。
6、一切吊运\"马\"部应用低氢焊条,焊后必须及时打渣,认真检查焊脚尺寸要求,用四周焊缝包角。
7、部件焊缝质量不好应在部件上进行反修处理合格,不得留在整体安装焊接时进行。
五、操作要点
1、焊接重要结构时使用低氢型焊条,必须经300-350℃2小时烘干,一次领用不超过4小时用量,并应装在保温筒内,其他焊条也应放在焊条箱妥善保管。
2、根据焊条的直径和型号,焊接位置等调试焊接电流和选择极性。
3、在保证接头不致爆裂的前提下,根部焊道应尽可能薄。
4、多层焊接时,下一层焊开始前应将上层焊缝的药皮、飞溅等表除干净,多层焊每层焊缝厚度不超过3~4毫米。
5、焊前工件有预热要求时,多层多道焊应尽可能连续完成,保证层间温度不低于最低预热温度。
6、多层焊起弧接头应相互错开30~40毫米,“T”和“一”字缝交叉处50毫米范围内不准起弧和熄弧。
7、低氢型焊条应采用短弧焊进行焊接,选择直流反极性接法。
六、焊缝质量要求
1、重要结构对接焊缝按设计规定技术要求进行一定数量的X光片或超声波焊缝内部检查,并按设计规定级别评定。
2、外表焊缝检查,所有结构焊应全部进行检查,其焊缝外表质量要求:
1)焊缝直线度,任何部位在≤100毫米内直线度应≤2毫米。
2)焊缝过渡光顺,不能突变<90°过渡角度。
3)焊缝高低差,在长度25毫米,其高低差应≤1.5毫米。
4)角焊缝K值公差。当构件厚度≤4毫米时0.9KO≤K≤KO+1;当物件厚度>4毫米时,0.9KO≤K≤KO+2。(KO为设计焊脚尺寸)
5)焊缝咬边。当板
6)厚≤6毫米d≤0.3毫米,局部d部<0.5毫米;当厚度>6毫米时d≤0.5毫米。(d为咬边深度)
7)焊缝不允计低于工件表面及裂缝不熔合为缺陷存在。
8)多道焊缝表面堆叠相交处下凹深度应≤1毫米。
9)全部焊接缺陷允许进行修补,修补后应打磨光顺。
10)部件结构材质为铸钢件时,焊后必须经550℃退火处理,以消除应力。
3、焊接构件允许进行火工校正。
手工电弧焊的应用
手工电弧焊的应用虽因气体保护电弧焊和其他高效焊接方法的发展而有所减少,但仍然是各个工业部门常用的焊接方法,用于多品种、小批量的焊接件最为经济,在许多安装焊接和修补焊接中还不能为其他焊接方法所取代。但焊工的操作技术水平对手工电弧焊质量影响很大,因此焊工必须接受严格培训,方能从事此种焊接工作。
手工电弧焊的缺陷
1.气孔:焊件表面焊前清理不良,药皮受潮,焊接电流过小或焊接速度过快,使气体来不及逸出熔池。
2.咬边:焊接电流过大、电弧过长、运条方法不当等会形成咬边。
3.夹渣:接头清理不良、焊接电流过小,运条不适和多层焊时前道焊缝的熔渣未清除干净等易产生夹渣。
4.未焊透:焊接电流过小,焊接速度太快、坡口角度太小或装配间隙太小、电弧过长等易形成未焊透。
5.裂缝:不正确的预热和冷却,不合理的焊接工艺(如焊接次序)、钢的含硫量过高、气孔与夹渣的诱发等均会形成裂缝。
手工电弧焊的安全注意
1.防止触电:弧焊机外壳应接地,焊把与焊钳间应绝缘良好。
2.避免弧光烧伤:电弧中较强的紫外线与红外线对人体有害,操作者应穿好工作服,戴好面罩和手套后方可施焊。
3.防止烫伤:焊件在焊后必须用钳子夹持,应注意敲渣方向,避免熔渣烫伤。
4.注意通风:施焊场地要通风良好,防止或减少焊接时从焊条药皮中分解出来的有害气体。
5.保护焊机:焊钳切不可放置在工作台上、停止焊接时,应关闭电源。
关于手工电弧焊,电子元器件资料就介绍完了,您有什么想法可以联系小编。









