1. 锈蚀严重的螺钉或螺丝
对锈蚀严重的螺钉或螺丝,应提前蘸些机油进行润滑,使用的一字形或十字形螺丝刀、活口扳手、套筒扳手、内六角扳手等工具的尺寸一定要合适,以方便加力。对于螺帽较大的一字形槽口螺丝,可将槽口适当锯深一些。
2. 联轴器、带轮
联轴器、带轮的拆卸严禁用铁锤敲打,应用专用工具,如拔轮器(俗称拉令)拆卸。首先将联轴器、带轮上的固定螺栓或销子松脱,然后用拔轮器将其慢慢拉下,如图8-21所示。如拉不下,可以渗些机油再拉。如仍拉不下,可用急火围绕轮套迅速加热,此过程中须用石棉包好轴并用冷水浇,以免热量沿轴传到电动机内。
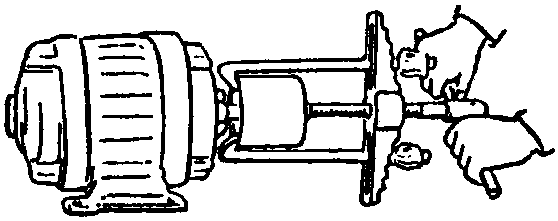
图8-21 拆卸皮带轮
通常,拔轮器有大、中、小之分,应根据联轴器、带轮的大小合理选用。拔轮器也可自制,关键是选好粗丝杆和锻打两只拉钩。
3. 端盖
拆卸端盖前应先拆除滚动轴承外盖,再拆端盖。滑环式异步电动机应抬起电刷并将它包好,再拆除电动机与端盖间的电线。
在拆卸前,应在机壳和端盖接缝处标好标记,以免装配时弄错,最好在转子与定子间的气隙中塞进纸板,以免碰伤铁心。拆卸时,一般中、小型电动机只拆下传动侧的端盖、轴承盖和风罩和另一侧的端盖螺栓,将转子、端盖、轴承盖和风扇一起抽出;中、大型电动机转子较重,也可把两侧端盖都拆下来。拆端盖螺栓时,应依次把两侧对称的螺栓逐渐拧出。
4. 转子
中、小型电动机的转子可用手直接从其定子中抽出。大、中型电动机转子很重,附属零部件又多,一般需要导链等吊装机具,必要时可请电钳工、起重工指导。图8-22所示顺序可供参考。
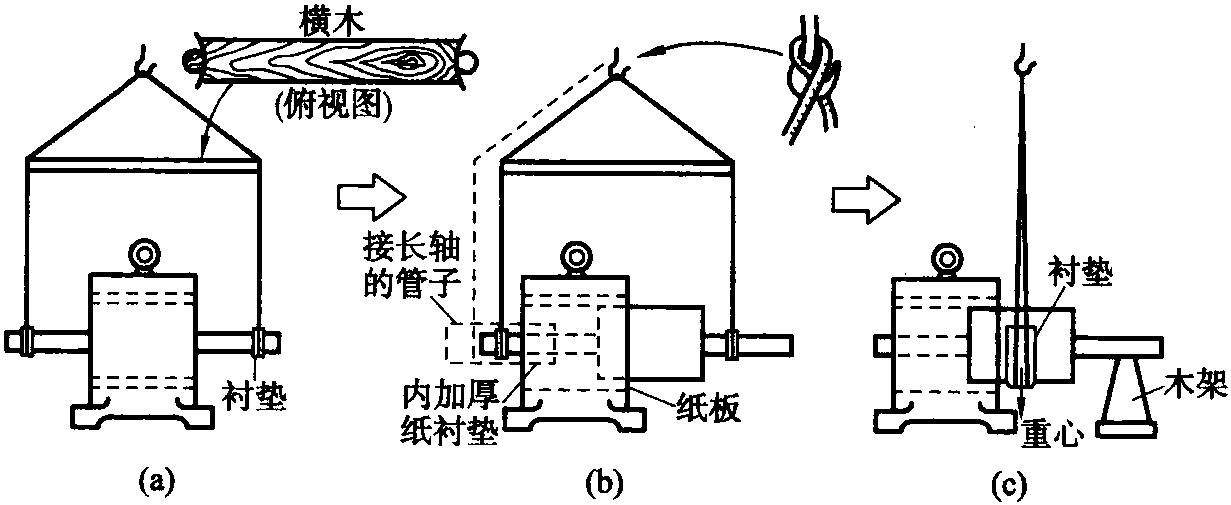
图8-22 抽出转子的方法
5. 滚动轴承
(1)利用拉轴承工具拆卸。使用拉轴承工具拆卸的方法如图8-23所示,根据轴承直径合理调节抓钩的尺寸,慢慢旋转手柄将轴承拉出来。一定注意:应将抓钩套在轴承的内圈上,螺杆对准转轴的中心,手柄旋转要慢,防止抓钩滑脱,必要时在抓钩上面绕上铅丝(或铜丝)扎牢。
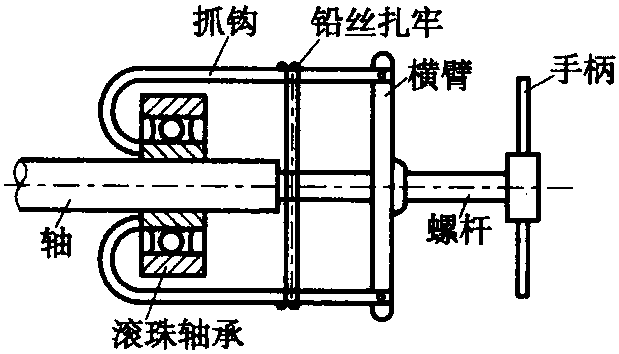
图8-23 拉轴承工具的使用方法
(2)用铜棒和锤拆卸。一般的轴承可以按图8-24所示方法敲出,但须注意:不得敲打轴承的外圈。敲时要注意使轴承一周受力均匀,不可偏敲一边,也不可用力太猛,要耐心敲打,逐渐拆出来。
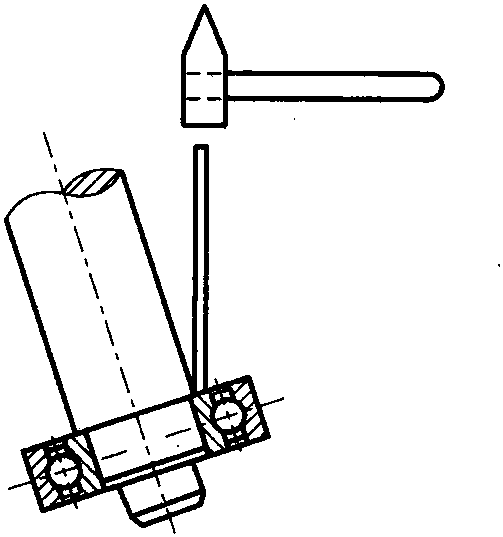
图8-24 用铜棒拆卸轴承
(3)加热拆卸。将机器油加热至100℃左右,用油壶浇淋在轴承内圈上。浇油前要用湿布包扎转轴,以免热量沿转轴传导出去,从开始浇热油起在3~5 min之内要立刻拆卸。
6. 定(转)子绕组
一般情况下,电动机旧绕组嵌放均很牢固,尤其是浸漆处理后绕组呈“一体”状态,对于半闭口型线槽就更难拆卸。通常采用的拆卸方法有以下几种:
(1)铲断剔除法。对于报废的绕组或不想再用的绕组,可从绕组的一端用錾子(或扁铲)将其铲断后,用截面形状合适的钢棍将凹槽中的线圈长边整体慢慢冲出来。若漆包线黏合得不太牢固,也可用钳子夹住漆包线一根一根地抽出来。
(2)电流加热法。用调压器(或电焊机)使电动机绕组中流过较大的三相电流(通常为1.8倍电动机额定电流),当绝缘软化时切断电源,趁热敲出槽楔并拆除线圈。如果没有三相电源或三相调压设备,可将电动机三相绕组接成开口三角形,然后通入单相低压大电流。
(3)烘烤法。将待修小型电动机直接置于烘干室或烘箱内加热,体积较大的中、大型电动机也可在电动机膛内放置电热管式电炉,盖上端盖加热,待其温度达到100℃以上时,绕组绝缘开始软化,趁热拆除线圈。
拆除旧线圈应注意以下事项:采用电流加热或烘烤法拆除线圈时,温度不宜超过180℃。线圈拆除后,应仔细清除槽内存留的杂物,修正个别槽齿由于敲、打、拉、凿引起的歪斜,槽里取出来的绝缘纸应保存作为样品,嵌放线圈时所用新绝缘材料应在大小、质料、厚薄、层数、拆选形状等方面都跟原来的基本相同;拆除旧线圈的目的是更换绕组,因此记录原线圈的数据尤为重要。记录的数据主要有:电动机的额定功率、转速、电压、电流,线圈个数、匝数、线径、节距(两边所跨槽数)及线圈的大小、形状、几何尺寸等。只要条件允许(如线圈能从定子凹槽中完整的取出来),应保留几个完整的旧线圈,以便制作或选用合适的新线圈时作为绕线模具。