
轮胎模具置于静止的工作平台之上,旋转测量平台处于工作平台的中心位置,在旋转测量平台上的横梁和立柱可以沿径向和垂直两个方向移动,激光感测头置于测量横粱上。根据轮胎模具的内径不同,沿径向移动测量横梁,将激光感测头移动至测量范围内,即可测得激光感测头至轮胎模具内圆的距离,再通过利用光栅尺测量横梁径向移动的距离,换算出轮胎模具的内径。通过控制电机旋转测量平台,就可以按照节距逐一测量轮胎模具内径,从而得到轮胎模具的圆度。将测量横梁沿立柱垂直移动,就可以测量轮胎模具不同垂向高度的内径,从而得到模具的圆锥度。
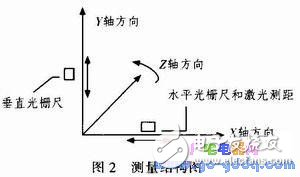
测量系统一共有3个步进电机控制测量设备沿3方向运动;两把光栅尺读取水平和垂直位移数据,还有激光测距仪实现非接触位移测量,其测量结构如图2所示。
2.2 测量原理和功能实现
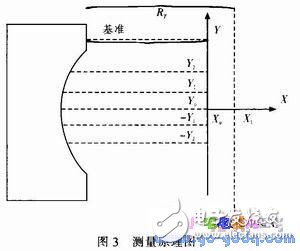
轮胎模具花纹块剖面如图3所示:花纹块最上边的是模具胎口,其加工的误差一般较小,选取作为基准。设胎口离花纹块中心线X1的距离为RT,把这个内圈设定为基准圈。轮胎模具内径测量是基于模具胎口半径RT已知的前提下,由程序控制整个测量过程。
在保证待测模具的平面度和同心度状态下,调整转动电机和垂直位移电机,使得激光感测头位于被测点上方的已知胎口直径位置。调整水平位移电机,使得激光感测头与胎口被测点的水平距离为80±0.5 mm,激光传感器在这个距离下测量精度最高。
根据胎口半径RT和胎口被测点的激光测距值、水平光栅尺读数,可以得到如下等式:

其中,XL是激光测距值,XR是水平光栅尺读数,这两个值可以多次测量取平均,XS是系统装配和放置待测模具时的固有值,即如图设备中心X0离花纹圈中心X1的距离,相对于垂直方向的每个被测点而言,XS在整个测量过程中是不变的,因此可以得到下式:

当测量臂垂直移动至待测模具被测点的垂直位置后,平移激光感测头至距离被测点80±0.5 mm处,然后读取被测点的激光测距值XL’和水平光栅尺读数XR’,则被测点的半径满足:










