
4.2. 系统各部分功能
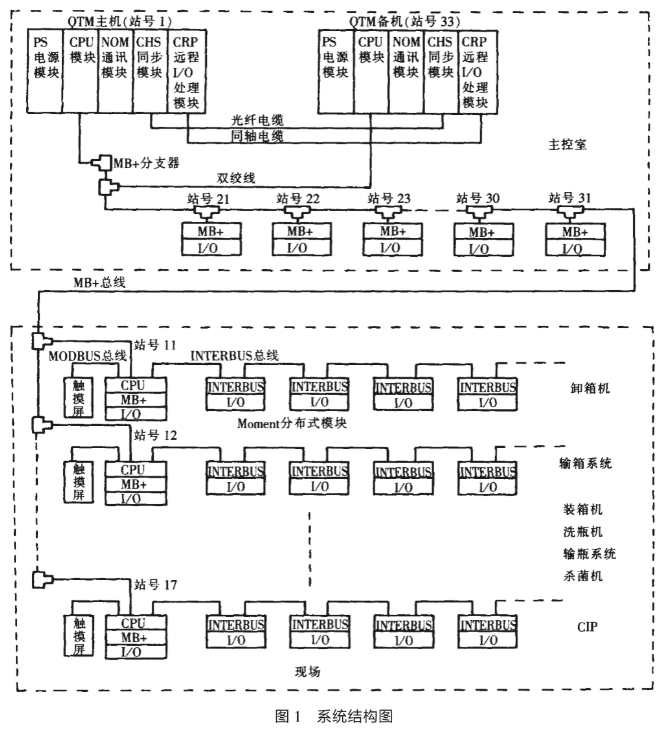
在整线共设有7个PLC现场控制站,分别是卸箱机现场站、输箱系统现场站、装箱机现场站、洗瓶机现场站、输瓶系统现场站、杀菌机现场站、CIP现场站。作为控制的核心,现场控制站负责完成数据的采集和控制指令的发送,现场控制站由施耐德Momentum模块化PLC组成,其通信适配器和处理器适配器只需插到I/O基板上就能按功能模件工作,I/O基板安装在DIN导轨上,用INTERBUS通讯电缆将所有I/O模块连接起来。现场控制站的主要硬件有:CPU(171CCS76000),MB+选项适配器(172PNN21022)、INTERBUS-S通讯适配器(170INT11000)、分布式I/O模块(170ADI35000、170ADO35000、170AAI52040、170AAO92100)。
在主控室设有18个远程I/O节点,由Momentum的一个MB+通信适配器(170PNT11020)和一个I/O模块(输入模块170ADI35000或输出模块170ADO35000)组成,负责完成主控室有关数据的采集和输出。
中间信息处理部分采用施耐德Quantum硬双机热备系统,正常时主机执行相应程序,转换现场控制站与主控室远程I/O节点之间的数据,当主机电源、CPU、NOM、CRP失效时,在50ms之内,自动切换到备机工作。其硬件组成如下:
电源模块(140CPS11100)为机架上的模块提供总线电流和工作电压。
CPU(140CPU11302)含有Modbus及MB+两个通讯端口。
MB+通讯模块(140NOM21100)为Quantum系统提供扩展通讯能力。
同步模块(140CHS21000)含有两个光纤通讯端口(发送和接收)。
远程I/O处理模块(140CRP93100)采用同轴电缆网络互相连接。
通讯网络采用开放的MB+网,用MB+站分支电缆(9针D型节点电缆)、MB+分支器(干缆分支器)、MB+网线电缆将所有MB+通讯模块连接起来,主网上可连接32个节点,通过MB+通讯模块(140NOM21100)还可扩展32个节点。
每个现场控制站都配有一个触摸屏作为操作员站,触摸屏与Moment CPU自带的MODBUS口相连,用来监控各机台的情况,采用组态软件,通过图表、图形、动画等直观方式,对各机台的状态进行查询和监控。
以后可在主控室扩展上位机,作为MB+的一个节点,用来监控整条生产线的情况,采用组态软件,通过图表、图形、动画等直观方式,对生产线上各台设备状态进行查询和监控。
4.3. 控制程序设计
本设计中采用Concept编程软件,它是一款国际获奖的软件,它支持多种语言编程,包括梯形图、语句表、功能块、顺序图等。它使用对所有编辑器通用的标准菜单如File、Windows和Help,所有Windows标准,如打印机安装打印命令,可无任何修改地使用,菜单命令简化到相关功能唾手可得的状态。Concept的一个最大的优点在于它可以很方便地在线监控程序的运行,并且在不中断生产的情况下修改程序,最大限度地保证了生产的正常运行。Concept提供了大量的标准控制功能块,编程人员可从在线帮助手册了解功能块的应用范围,还可利用这些块制作出新的功能块,并且相互间可以调用。









