
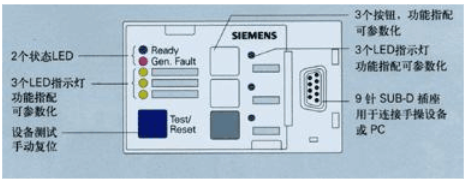
图三是SIMOCODE控制面板,用于就地进行手动控制。它可连接至基本单元和扩展模块,由基本单元供电,有接口可连接手操设备或PC。控制面板安装在电气柜门前面板内,三个按钮和六个LED批示灯都可进行编程设置。
SIMOCODE用SIEMENS PROFIBUS屏蔽双绞线电缆作为传输介质。而T940X与I/O机架使用UTP电缆(超五类双绞线)。实际连接时,SIMOCODE和I/O机架混合连接在T940X在PROFIBUS接口上,T940X作为唯一主站分别和SIMOCODE和I/O机架通讯。考虑到两类电缆阻抗匹配,在UTP电缆和PROFIBUS屏蔽双绞线电缆之间用SIEMENS RS485 中继器作为信号放大用。
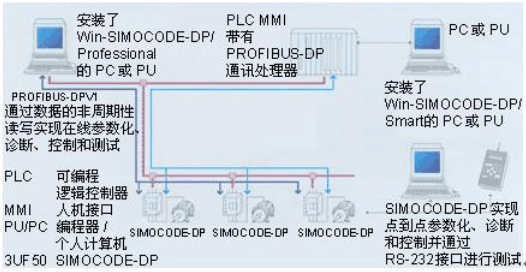
图四是SIMOCODE在一般DCS/PLC系统中的配置应用。
四、现场总线技术在江阴夏港电厂的应用效果
江阴夏港电厂的两台33万千瓦单元机组及其辅助车间系统,大量采用了现场总线通讯技术,400V电机基本上都采用SIMOCODE现场总线控制装置,如果以每只SIMOCODE节约直接I/O点数为七点计算,三期主厂房及脱硫车间共使用346只SIMOCODE(114×2+118=346),硬接线I/O减少了(346×7=2422)2400多点,节约了DCS硬件系统的投入,如I/O卡件、输出继电器及机柜;同时减少了像马达电流变送器、电缆这样设备的投资。总之,一方面减少了电缆敷设长度和人力成本,节约了可观的电缆成本;另一方面,控制设备集成化、单一化,减少了维护工作,提高了系统可靠性。
当然,购买SIMOCODE需要增加一部分设备投资。但是使用现场总线技术,总的投资额仍有所节省。据山东省电力工程咨询院有关人员不完全统计,以单台330MW单元机组为例,使用SIMOCODE实现400V电机控制,比使用直接I/O能够节省60万元。到目前为止, 三期第一台330MW机组已经投入商业运行九个月,第二台330MW机组投入商业运行近二个多月,三期脱硫DCS运行也有八个月。不论是I/A系统,还是NETWORK6000+系统,均在可靠运行中。英思维的现场总线技术经受了时间的考验,产品的稳定可靠性获得了用户的认可。
五、总结
我们知道,最早的气动单元组合仪表采用0.2~1kg/cm2 统一标准气动信号,电动单元组合仪表系统使用统一的4~20mA标准信号相互连接,任何厂家的产品都可以实现互操作,这两类仪表系统都得到了健康发展。在DCS系统时代,由于生产厂要想尽可能地控制市场份额,各自开发专用的数据公路,致使DCS和PLC系统没有一个统一的标准,给用户带来很大麻烦,在某种程度上降低了用户的投资效益。









