
今天小编要和大家分享的是焊接与组装相关信息,接下来我将从横焊的操作方法_横焊的操作口诀,cn106670665a_用于多功能稳定杆的激光mig复合多层多道的焊接方法在审这几个方面来介绍。

焊接与组装相关技术文章横焊的操作方法_横焊的操作口诀
横焊的操作口诀
一弧两用,穿孔成形;横焊灭弧勾。
(1)“一弧两用”:就是为实现一面焊两面成形的目的,焊接电弧必须正背两面使用,一般2/3在正面燃烧,1/3在背面燃烧;
(2)“穿孔成形”:即只有电弧击穿钝边形成熔孔方能在背面成形。
(3)“横焊灭弧勾”,即横焊时焊条在坡口根部上侧引弧,熔化上钝边后斜拉至坡口根部下侧,待下钝边熔化形成完整熔池后回勾灭弧,此运条过程即为回勾,如此反复直至完成整条焊缝的焊接;
横焊操作要点
1、施焊时应选择较小直径的焊条和较小的焊接电流,可以有效地防止金属的流淌。
2、以短路过渡形式进行焊接。
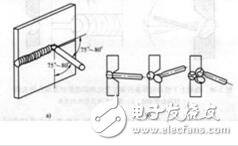
3、采用恰当的焊条角度,以使电弧推力对产生的缺欠熔滴产生承托作用,获得高质量的焊缝。不开坡口横焊时的最佳焊条角度如图中a所示,开坡口多层横焊时的最佳焊条角度和焊缝先后如图中b所示。
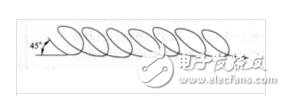
4、采用正确的运条方式。对于不开坡口的对接横焊,薄板正面焊缝选用往复直线式运条方式。较厚焊件采用直线或斜环形运条方式,背面焊缝采用直线形运条。开坡口的对接横焊,采用多层焊时第一层采用直线形或往复直线形运条,其余各层采用斜环形运条。斜环形运条方式如下图所示。运条速度要稍慢且均匀,避免焊条的熔滴金属过多地集中在某一点上形成焊瘤和咬边。
5、由于焊条的倾斜以及上下坡口的角度影响,使电弧对上下坡口的加热不均匀。上坡口受热较好,下坡口受热较差,同时熔池金属因受重力作用而下坠,极易造成下坡口熔合不良,甚至冷接。因此,应先击穿下坡口面,后击穿上坡口面,并使击穿位置相互错开一定距离(0.5~1个熔孔的距离),使下坡口面击穿熔孔在前,上坡口面击穿熔孔在后。焊条倾角在坡口上缘与下缘的变化与焊缝形状及熔孔关系如下图所示。









