今天小编要和大家分享的是焊接与组装相关信息,接下来我将从仰焊的操作要点及工艺,螺旋输送机机械振动焊接的特性这几个方面来介绍。

焊接与组装相关技术文章仰焊的操作要点及工艺
仰焊的操作要点
1、液态金属因自重下坠滴落,不易控制熔池形状和大小,会造成未焊透和凹陷,宜采用较小直径的焊条和小焊接电流并采用最短的电弧焊接。
2、清渣困难,易产生层间夹渣。
3、运条困难,焊缝外观不易平整。
根据仰焊特点,应严格控制焊接电弧的弧长,使坡口两侧根都能很好熔合,并且焊波厚度不应太厚,以防止液态金属过多而下坠。坡口角度比平焊略大,焊接坡口第一层的焊条与坡口两侧90°,与焊接方向成70°~80°,用最短的电弧做前后推拉的动作, 熔池温度过高时可以使温度降低。焊接其余各层时焊条横摆并在两侧做稳弧动作。
仰焊的操作工艺
(1)在仰焊时,必须注意尽可能地采用最短的弧长施焊,使熔滴金属在很短的时间内由焊条过渡到熔池中去,促使焊缝成形。焊条直径和焊接电流应比平焊时小,以减小焊接熔池的面积,使焊缝容易成形。
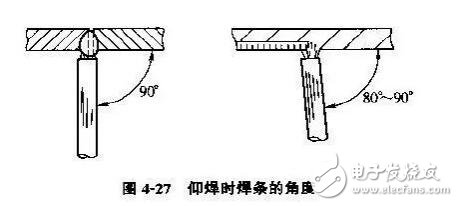
(2)当焊件的厚度为4mm左右时,仰焊可采用不开坡口的对接焊,焊条直径为3.2mm,焊条与焊缝两侧成90°夹角,与焊接方向保持80°-90°的夹角,如图4-27所示。在整个施焊过程中,焊条要保持在上述角度均匀地运条。
(3)仰焊的运条手法可采用直线形和直线往复形。直线形用于焊接间隙小的接头,直线往复形用于间隙稍大的接头。焊接电流不应过小,否则得不到足够的熔深,而且电弧也不稳定,使操作难以掌握,而且焊缝质量也难以保证。
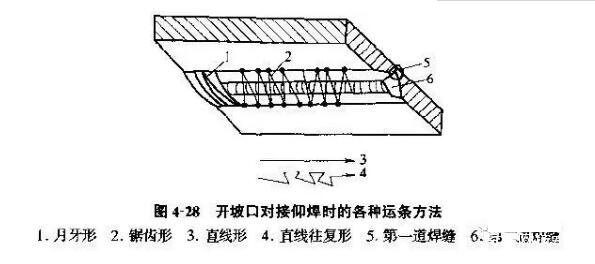
(4)当焊件厚度大于5mm时,对接仰焊均开坡口。对于开坡口的对接仰焊打底层焊接的运条方法,应根据坡口间隙的大小,决定选用直线形或往复直线形的运条方法。其后各层均宜用锯齿形或月牙形运条方法。如图4-28所示。在进行仰焊时,无论采用哪种运条手法,均应形成较薄的焊道。焊缝表面要平直,不允许出现凸形。