
今天小编要和大家分享的是PCB制造相关相关信息,接下来我将从红外回流焊加热原理_红外回流焊介绍,自动焊接 自动焊锡机 诚远无铅回流焊机cy-a4082 免费发布自动焊锡机这几个方面来介绍。

PCB制造相关相关技术文章红外回流焊加热原理_红外回流焊介绍
红外回流焊介绍
红外回流焊的焊接表面组装件sMA置于网状或链式传送带上,经过设备的预热区升温、保温区温度匀化,焊接区温度达到南纬、锡膏充分熔化和润湿校焊材料表面,冷却区熔融焊料完全凝固完成员终的焊接过程。这种焊接方式也称为连续式回流焊。预热区、保温区、焊接区和冷却区是回流焊接设备的四个温区。
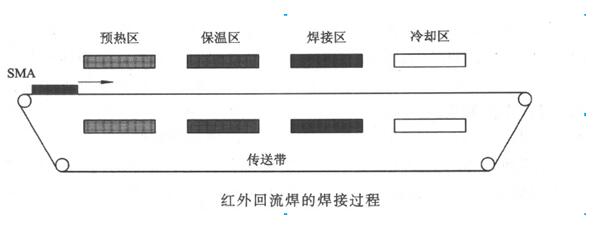
预热区、保温区和焊接区般由上下对置的组板状或灯式红外加热器组成。预热区和保温区般采用远红外的板状加热器加热,加热热量以对流为主,升温过程相对平缓。板状加热器的峰值温度可达800℃。焊接区则采用了近红外的灯式加热器加热,加热以辐射为主,以使组件焊区迅速达到焊接温度。灯式加热器如Ni—cr石英灯、T—3红外灯的峰值温度可达11002200℃。有些设备的焊接区也使用了板状加热器。各区域的热泥温度按照预先设定的组件回流温度曲线换算后,由计算机控制实现。为了能方便地设置和实现组件的升温曲线,许多焊接设备中设置了两个预热区和保温区。般来说,温区越多越便于灵活设置和控制温度,从而满足各种类型组件的焊接需要。
冷却区般用风扇为装焊后的sMA散热降温,也可以采用自然冷却法。要获得佳的组件升温曲线,还必须合理调节传送带的运行速度。各区的温度设定与传送带的传输速度起决定了sMA的实际受热过程。般链式传送带可用于双面组装。
红外回流焊的主要优点是:波长在1—5y“的红外线能穿透到锡膏内的活性剂离子化,提高焊剂的润湿性,并使溶剂挥发,不易引起焊料飞溅热速度可调,加热效率高,组件温升快。
红外回流焊加热原理
红外回流焊是第代回流焊的加热方式,目前红外回流焊用的多的是小型回流焊上。红外回流焊的原理是热能通常有80%的能量以电磁波的形式——红外线向外发射,焊点受红外幅射后温度升高,从而完成焊接过程。红外线的波长通常在可见光波长的上限(0.7~0.8μm)到毫米波间,其进步划分可将0.72~1.5μm称为近红外;1.5~5.6μm称为中红外;5.6~1000μm称为远红外 。









