
Tg是玻璃转换温度,也就是材料由玻璃态转变成橡胶态的温度,Tg值越低的材料,表示其板子进入回焊炉后开始变软的速度越快,而且变成柔软橡胶态的时间也会变长,板子的变形量当然就会越严重。採用较高Tg的板材就可以增加其承受应力变形的能力,但是相对地材料的价钱也比较高。
3. 增加电路板的厚度
许多电子的产品为了达到更轻薄的目的,板子的厚度已经剩下1.0mm、0.8mm,甚至作到了0.6mm的厚度,这样的厚度要保持板子在经过回焊炉不变形,真的有点强人所难,建议如果没有轻薄的要求,板子最好可以使用1.6mm的厚度,可以大大降低板弯及变形的风险。
4. 减少电路板的尺寸与减少拼板的数量
既然大部分的回焊炉都採用链条来带动电路板前进,尺寸越大的电路板会因为其自身的重量,在回焊炉中凹陷变形,所以尽量把电路板的长边当成板边放在回焊炉的链条上,就可以降低电路板本身重量所造成的凹陷变形,把拼板数量降低也是基于这个理由,也就是说过炉的时候,尽量用窄边垂直过炉方向,可以达到最低的凹陷变形量。
5. 使用过炉托盘治具
如果上述方法都很难作到,最后就是使用过炉托盘 (reflow carrier/template) 来降低变形量了,过炉托盘可以降低板弯板翘的原因是因为不管是热胀还是冷缩,都希望托盘可以固定住电路板等到电路板的温度低于Tg值开始重新变硬之后,还可以维持住园来的尺寸。
如果单层的托盘还无法降低电路板的变形量,就必须再加一层盖子,把电路板用上下两层托盘夹起来,这样就可以大大降低电路板过回焊炉变形的问题了。不过这过炉托盘挺贵的,而且还得加人工来置放与回收托盘。
6. 改用实连接、邮票孔,替代V-Cut的分板使用
既然V-Cut会破坏电路板间拼板的结构强度,那就尽量不要使用V-Cut的分板,或是降低V-Cut的深度。
实连接:采用走刀式分板机
邮票孔
PCB生产工程中的优化:
不同材料对板件变形的影响
将不同材料板件变形超标缺陷率进行统计,结果见表1。
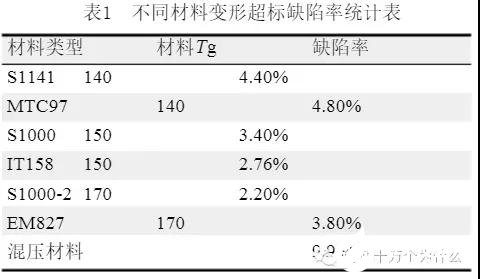
从表中可以看到,低Tg材料变形缺陷率要高于高Tg材料,上表所列高Tg材料均为填料形材料,CTE均小于低Tg材料,同时在压合以后的加工过程中,烘烤温度最高150℃,对低Tg材料的影响肯定会大于中高Tg材料。
工程设计研究
工程设计应该尽量避免结构不对称、材料不对称、图形不对称的设计,以减少变形的产生,同时在研究过程还发现芯板直接压合结构比铜箔压合结构更容易变形,表2为两种结构板件的试验结果。









