
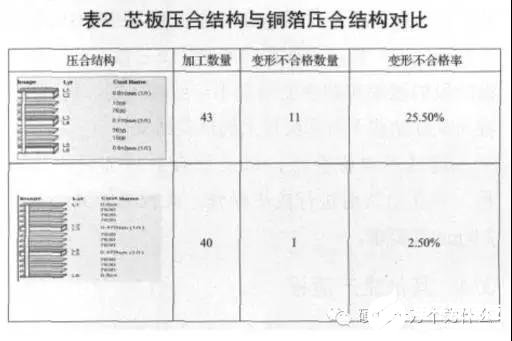
从表2可以看出两种结构变形不合格的缺陷率有明显区别,可以理解为芯板压合结构由三张芯板组成,不同芯板间的涨缩以及应力变化更复杂,更难以消除。
在工程设计,拼板边框形式对变形也有较大影响,一般PCB工厂会存在连续大铜皮边框和非连续的铜点或铜块边框,也有不同区别。

表3为两种边框设计板件的对比试验结果。之所以两种边框形式变形表现不同,是因为连续形铜皮边框强度高,在压合及拼板加工过程中刚性比较大,使板件内残余应力不容易释放,集中在外形加工后释放,导致变形更严重。而非连续形铜点边框则在压合及后继加工过程中逐步释放应力,在外形后单板变形较小。
以上为工程设计小涉及到的一些可能的影响因素,如能在设计时灵活运用。可以减少因设计带来的变形影响。
3.3压合研究
压合对变形的影响至关重要,通过合理的参数设置、压机选择和叠板方式等可以有效减少应力的产生。针对一般的结构对称的板件,一般需要注意压合时对称叠板,并对称放置工具板、缓冲材料等辅助工具。同时选择冷热一体压机压合对减少热应力也有明显帮助,原因为冷热分体压机在高温下(GT温度以上)将板件转到冷压机,材料在Tg点以上失压并快速冷却会导致热应力迅速释放产生变形,而冷热一体压机可实现热压末段降温,避免板件在高温下失压。
同时,对于客户特殊的需要,不可避免的会存在一些材料或者结构不对称的板件,此时前文分析的由于CTE不同带来的变形将会非常明显,针对这种问题我们可以尝试使用非对称的叠板方式来解决,其原理为利缓冲材料的非对称放置达到PCB板双面升温速度不一样,从而影响不同CTE芯柏树在升温和降温阶段的涨缩来解决变形量不一致的问题。表4是在我司某款结构不对称板件上的试验结果。
通过不对称叠法,以及压合后增加后固化流程,并在出货前进行校平操作,此板最终满足客户2.0mm的要求。

3.4其他生产流程
PCB生产流程中,除压合外还有阻焊、字符化以及热风整平几个高温处理流程,其中阻焊、字符后的烘板最高温度150℃在前文提到过此温度在普通Tg材料Tg点以上,此时材料为高弹态,容易在外力下变形,所以要避免烘板时叠板防止下层板被压弯,同时要烘板时保证板件方向与吹风方向平行。在热风整平加工时则要保证板件出锡炉平放冷却30s以上,避免高温下过后处理的冷水洗导致骤冷变形。









