
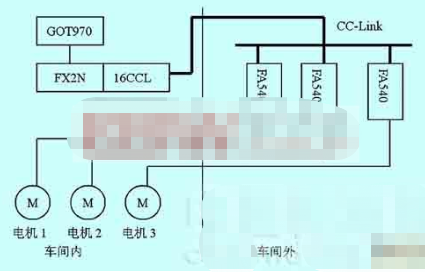
由于在纺丝车间内产生的化学气体会影响变频器的使用寿命,所以要求变频器在车间外,但是车间内又需要近距离操作。车间内的电气柜和车间外的电气柜距离较远,但又需要协同操作,即在车间内操作时需要随时监控车间外的变频器工作情况。使用CC-Link网络后,很容易解决这个问题。
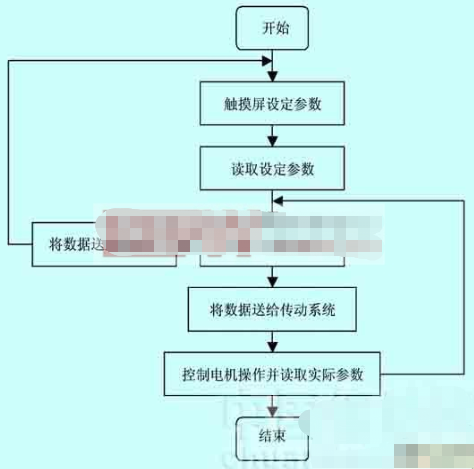
2.2 系统功能流程图
系统功能流程图如图2所示。在该流程图中可以清楚看出程序执行的整个过程,从而也可以看出PLC与触摸操作屏各自的功能。其中PLC主要完成整个系统的控制功能和参数的分析计算,触摸操作屏负责参数的设定和动态显示生产及参数的记录。
3、 CC-Link现场总线
3.1 CC-Link的特性
CC-Link是control&communication Link(控制与通信链路系统)的简称,是三菱电机于1996年推出的开放式现场总线,其数据容量大,通信速度可多级选择,最高可达10Mbps。它是一个复合的、开放的、适应性强的网络系统,能够适应于较高的管理层网络到较低的传感层网络的不同范围。CC-Link是一个以设备层为主的网络,整个一层网络可由1个主站和64个从站组成。网络中主站由PLC担当,从站可以是远程I/O模块、特殊功能模块、带有CPU和PLC本地站、人机界面、变频器及各种测量仪表、阀门等现场仪表设备。采用第三方厂商生产的网关还可以实现从CC-Link到ASI总线的连接。
3.2 CC-Link数据通信方式
CC-Link的底层通信协议遵循RS485,一般情况下,CC-Link主要采用广播轮询方式进行通信,CC-Link也支持主站与本地站、智能设备站之间的瞬间通信。于是CC-Link通信方式可分为循环通信和瞬时通信。
循环通信的具体方式为:主站将刷新数据RY/RWw发送到所有从站,与此同时轮询从站1;从站1对来自主站的轮询做出响应RX/RWr,并将该响应同时告知其它从站;然后主站轮询从站2(此时并发送刷新数据),从站2给出响应,并将该响应告知其它从站;以此类推,不断循环,图3所示为广播轮询时数据传输帧格式。
除了广播轮询式的循环通讯方式外,CC-Link还提供主站、本地站及智能设备站之间的信息瞬时传送功能。信息从主站传递到从站,信息数据将以150字节为单位分割,并以150字节传递。若从从站传递到主站,每批信息数据最大为34字节。瞬时传送需用专门指令来完成,但不影响循环通信时间。









