
4 、系统的软件设计
4.1 下位机软件设计
系统控制软件的编制采用三菱公司的GX Developer 7.0来完成,利用该软件可以很方便地进行PLC工艺流程软件的编制。
在启动现场总线以前,必须编制通信初始化程序。首先在参数设定部分,将整个系统连接的模块数,重试次数,自动返回模块数以及当CPU瘫痪时的运行规定(停止)以及各站的信息写入到存储器相应的地址中。在执行刷新指令后缓冲存储器内的参数送入内部寄存器区,从而启动数据链接。如果缓冲存储器参数能正常启动数据链接,这说明通信参数设置无误,这时就可以通过寄存指令将参数寄存到E2PROM。这是因为一旦断电内部寄存器的参数是不会保存的,而E2PROM中参数即使断电仍然保存。同时通信参数必须一次性地写入E2PROM,即仅在初始化才予以执行。此后CPU运行就通过将E2PROM内的参数送入内部寄存区去启动数据链接。
初始化程序后,编写主站PLC与变频器的通讯程序,其程序如下所示:
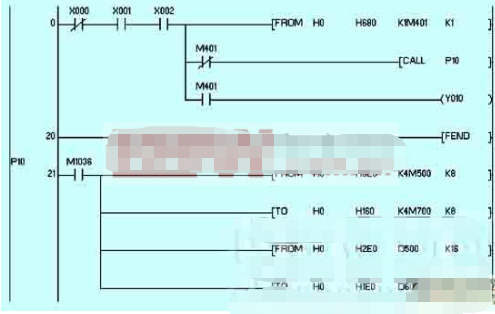
4.2 触摸操作屏
触摸操作屏采用GOT970,它是一台计算机,具有触摸功能并带有RS485接口,利用组态软件组态传动装置及其他要操作设备的操作界面。在触摸操作屏上设有四个画面:主画面、参数设定画面、解列运行画面和报警画面。主画面显示设备在运行纺头的转数、变频器的参数和操作指示;参数设定画面用来设定工艺参数;解列运行画面在调试设备时使用,显示设备各部分独立工作时的运行情况;报警画面显示设备的故障报警信息。组态完成后下载即可和总线建立连接。
5 、结束语
这种基于现场总线基础上的控制方案,系统结构得到简化,使控制系统从设计、安装、投运到正常生产运行及其检修维护,都体现出优越性,主要包括以下几点。
(1)降低控制系统的安装成本和维护费用
在设备生产线或整个控制系统中,减小了各种现场布线和维护费用,也减小了控制箱的安装空间,降低了整个系统的投资成本。
(2)增强了现场级信息集成能力
可以从现场设备获取大量丰富的信息,现场总线数字化通信网络,它不单纯取代4-20mA信号,还可以实现设备状态、故障、参数信息传送。
(3)开放性和互操作性增加了系统设计和系统发展的灵活性
不同厂家产品只要使用统一总线标准,就具有互操作性、互换性,因此设备具有很好的可集成性。
(4)提高了系统的准确性与可靠性









