
激光焊接的应用场合,主要有:
1、激光焊特别适用于焊接微型、密集排列、精密、受热敏感的工件。大功率二氧化碳气体介质激光器的连续激光焊,能成功地焊接不锈钢、硅钢、铝、镍、钛等金属及其合金及钢、可伐合金等合金的同种材料间得焊接,也可应用于铜-镍、镍-钛、铜-钛、钛-钼、黄铜-铜、低碳钢-铜等多种异种金属间的焊接。
具体作用的行业有:
在电池行业、 IT 行业、电子器件、光通讯行业、传感器行业、五金行业、汽车配件行业、首饰焊接行业、眼镜行业、烤瓷牙、太阳能行业、电热行业/薄壁材料、精密零件的焊接广泛的应用,可实现点焊、对接焊、叠焊、密封焊等。
额外补充一下知识点:
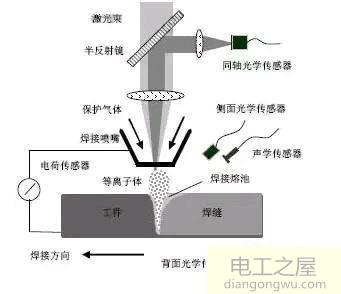
激光焊接技术是利用激光的辐射能量来实现有效焊接的工艺,其工作原理是:通过特定的方式来激励激光活性介质( 如CO2和其他气体的混合气体、YAG钇铝石榴石晶体等) , 使其在谐振腔中往复振荡, 从而形成受激辐射光束, 当光束与工件接触时, 其能量被工件吸收, 在温度达到材料熔点时便可进行焊接。
激光焊接可分为热传导焊和深熔焊, 前者的热量通过热传递向工件内部扩散, 只在焊缝表面产生熔化现象, 工件内部没有完全熔透, 基本不产生汽化现象, 多用于低速薄壁材料的焊接;后者不但完全熔透材料, 还使材料汽化, 形成大量等离子体, 由于热量较大, 熔池前端会出现匙孔现象。深熔焊能够彻底焊透工件, 且输入能量大、焊接速度快, 是目前使用最广泛的激光焊接模式。
激光焊接的优点:
① 采用激光焊接可以获得高质量的接头强度和较大的深宽比,且焊接速度比较快。
② 由于激光焊接不需真空环境, 因此通过透镜及光纤, 可以实现远程控制与自动化生产。
③ 激光具有较大的功率密度, 对难焊材料如钛、石英等有较好的焊接效果,并能对不同性能材料施焊。
④ 可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中
激光焊接的缺点:
① 激光器及焊接系统各配件的价格较为昂贵, 因此初期投资及维护成本比传统焊接工艺高,经济效益较差。
② 由于固体材料对激光的吸收率较低, 特别是在出现等离子体后(等离子体对激光具有吸收作用) , 因此激光焊接的转化效率普遍较低(通常为5%~30%) 。
③ 由于激光焊接的聚焦光斑较小,对工件接头的装备精度要求较高, 很小的装备偏差就会产生较大的加工误差。









