对于深孔加工,个人认为有三个技术难点需要解决,分别为:冷却、振动和排屑!但凡刀具能解决以上其中一个或多个技术难点的话,那么该刀具就具备了深孔加工刀具的特点!
比如:冷却问题
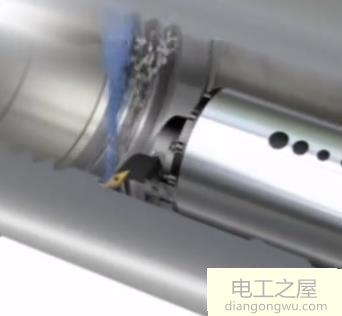
为减少刀具的磨损,减低切削热,可以想想一下,在深孔加工过程中,如何对刀具进行冷却呢?大家可以看下下面这个刀具,它就可以很好的解决这个问题!

把切削液内置了,这样在进行深孔钻的时候,不就可以解决了吗!
比如:振动问题
做机械加工的都知道,刀具伸出的长度是有要求的,在满足加工条件的前提下,尽可能的缩短刀具伸出的长度,尽可能选择镗杆较粗的镗刀。尤其是在加工又细又深的孔时,容易振动,这样刀具的刚性就成为一个很大的问题,为了解决这个问题,市面上有这样的减振刀具!刀柄粗些,最主要的刀具镗刀杆内有减振装置!如下图所示!

比如:排屑
在深孔内,如何排屑,也是一个大问题,这里我个人接触的更多的是如何通过程序把刀具定时退出以便把切屑也排除,还有精确控制切屑的形状,通过切削液排出等!
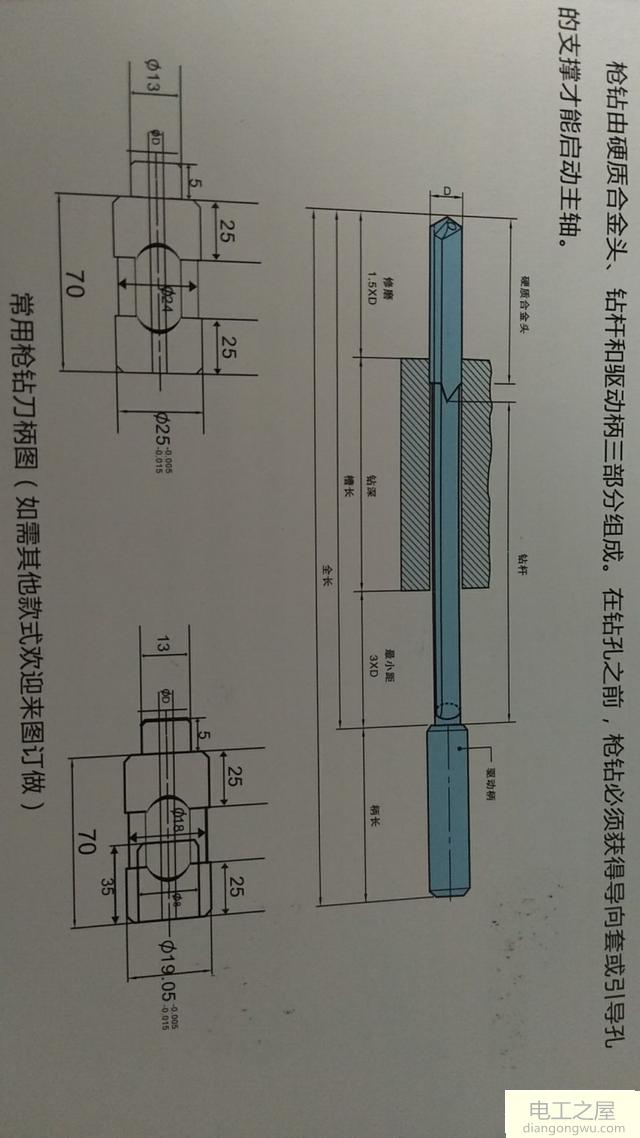
孔加工深度与直径之比L/D>5,在长径比L/D=5-10时候仍可用一般深孔麻花钻,当L/D≥20的时候就必须用专用深孔刀具。但是,深度与直径的比越大,深孔加工的难度也就越大,铁屑排出和冷却液流量的选择等一系列问题也会随之产生。
枪钻的特点是一次加工就具备良好的精度和表面粗糙度低。枪钻比较适合小直径孔的加工,通常情况下,直径小于20mm的孔,用于枪钻加工时比较妥当的。最有利的是,它可使铁屑顺利排出。