
数控车凹圆弧和凸圆弧,大伙是不是都是用刀具补偿功能,G41/G42,能不能直接在程序里面补正呢。比如R0.8,R1.2刀尖,车凹圆弧就减去刀尖半径,凸圆弧就增加刀尖半径这样可行吗?这样误差大不大
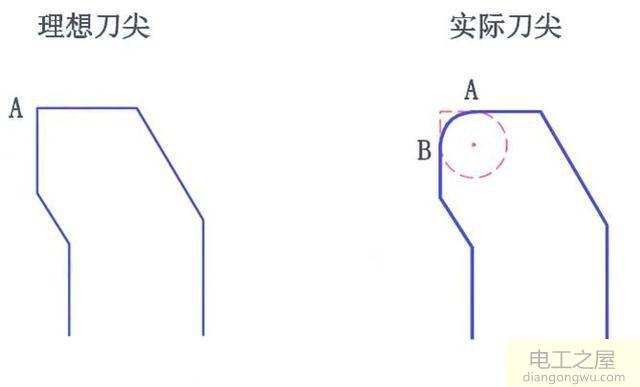
首先,这个想法,我个人是赞同的!因为G41和G42本来就是将控制刀尖的运动轨迹转化为控制刀尖圆弧圆心的运动轨迹,如下图所示!
如果各位看者熟悉数控铣床的话,你就明白了!在数控铣中G41G42也是刀具半径补偿功能,跟数控车的是一样的!其出发点是都为了解决铣刀切削点不好控制的问题。简单说就是,不要考虑刀具半径或刀尖圆弧半径对工件的影响,你直接按照图纸编程就好了,可能编制一个轮廓,比如单一一个圆弧,这个方法很好,很快捷,但是加工的轮廓较多时就特别麻烦了。但还有一个精度控制的问题,如果刀具磨损或零件轮廓存在误差时,你需要修改程序或刀具磨耗,尤其是多个零件加工时,又要换刀时,就麻烦了!这也是为什么采用刀补的原因!而你的观点恰恰是反过来的!
所以仅仅从刀具的运行轨迹来看,个人认为是没有任何问题的!
其次,也就是你谈到的所谓误差问题,采用G41G42的时候,系统它还有没有别的补偿量来进行控制呢?你想,刀补就是假想把上图的那段AB圆弧变为一个点来进行控制,我的意思是数控系统内部还有没有额外的一种补偿控制!
比如说在数控铣床中,你同时用立铣刀铣削一个圆,和用镗刀铣一个圆,肯定是镗的圆度更好!这个很好理解,但是在车床那个圆度问题,我更倾向,不是刀补不刀补的问题,而是刀具的问题,同条件下如果用球刀和外圆刀加工同一个圆弧的话,圆弧刀肯定要比外圆刀的精度要高!圆度要好!
这是工厂用的经验法,可以用cad将刀片绘出(R角刀片与尖角刀片)对比后,应该还是有点小误差的,主要看刀片角度(35度,55度刀片),不是所有的刀片都是二分之一倒圆,直接偏R角值,精度会有点偏差的。
再一个是当车外圆斜度工件时,按这经验,你是要往X、Z轴偏,还是往斜线的法向偏呢?
总的来说工厂很多用这个,再配合磨损用,一次调机弄好就好了,,,不会一次性加工到尺寸








