G51缩放功能是FANUC数控铣床中常用的编程指令,适合加工轮廓相似但尺寸不同的零件!题主有两个问题,一是怎么用?二是注意哪些问题?
首先,第一个问题,先看下面两个图!
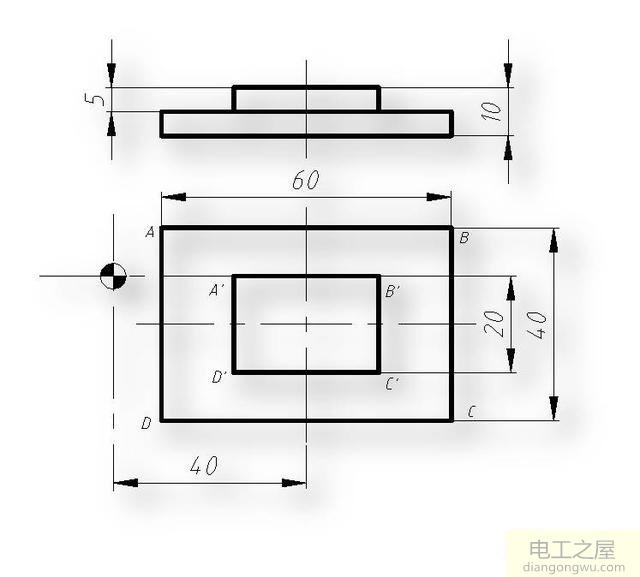
通过以上两零件图,可知G51指令适合加工什么类型的零件。以第一个图为例,
先编制小的矩形程序,然后再使用缩放功能放大2倍即可!
格式:
G51X Y Z R;各轴同比例缩放
X、Y、Z:为缩放中心坐标,本文(40,-10,0)
R:为缩放倍数,本文为放大2倍
G50 ;取消缩放功能
参考程序:
%O2;主程序
G54G90G94M3S3000 G50
Z10
M98P1 ;调用子程序,小矩形
G51X40Y-10R2;缩放开启
M98P1 ;加工大的矩形
G50
M30
小矩形轮廓
%O1;子程序
O1
G41G1X10Y-40D01F200
Z-3
Y10
X70
Y-30
X10
Y0
G0Z10
G40M99
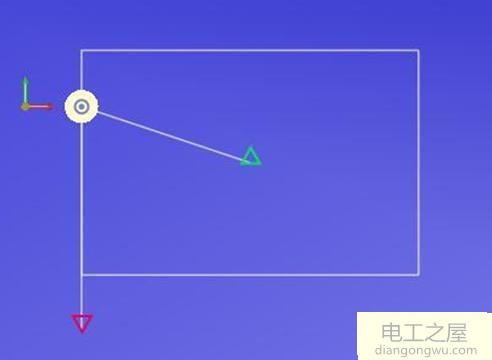
最终轨迹图如下,大家也可以先编制外面的大矩形,然后缩小2倍,思路也是可以的!这个请读者自行编制!
其次,来看下第二个问题,G51在使用时注意哪些问题?
从我个人经验来看,大致有以下5点:
1.在上图中,我们只是对平面进行缩放(Z=0),其实G51也可以进行空间的缩放,即XYZ每个轴均可进行缩放;
2.必须先进行缩放,然后才能进行刀补建立,否则无效;
3.不能与镜像、旋转指令放在同一程序中,且它们之间的先后顺序也是有要求的;
4.通常在同一程序的开头和结尾都要添加G50取消缩放功能;
5.G51缩放功能也有另外一种格式,即各轴不是相同比例缩放,格式为G51 X_Y_Z_I_J_K
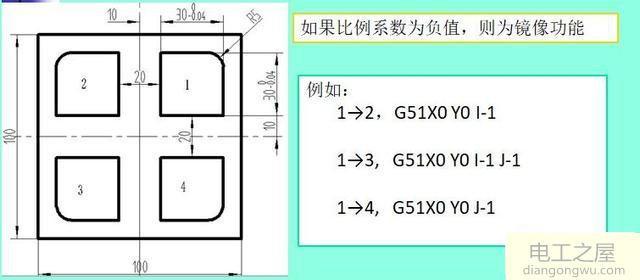
如果_I_J_K为负数时,缩放功能也可变为镜像功能。