
在车床上加工细长轴时,如果加工不合理的话,容易出现腰鼓行或凹圆型的工件!如下图所示
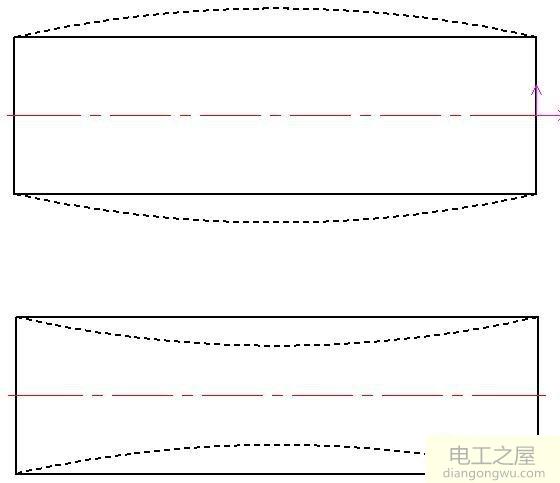
为什么会产生这样的误差呢?简单说就是刚性差!在力学中可称为挠度!在实际加工中常采用用跟刀架或减少径向力的方法措施进行解决!
如果题主是想以此加工难点撰写一篇技师论文的话,那我就以自身经验谈下如果撰写?需要哪些方面的参考?
任何一篇论文的撰写,都要有理论和试验,我看了有人谈的全是经验,这个只是你的一家之言并不能说明你的经验都是对的,需要理论的支撑!(如牛顿定理、数学公式等)
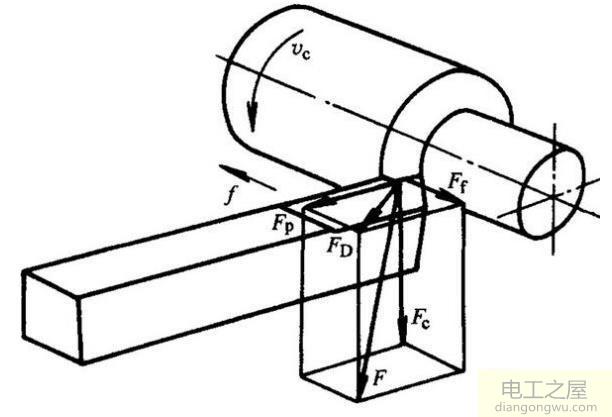
首先,在理论方面,你要以切削力作为检测点,简单说就是如何减小切削力(径向力),先把切削力进行介绍一下,找出主要影响切削力的影响因素。这样你就需要查阅机床切削力方面的资料!
其次,针对主要的影响因素,提出你的解决办法,比如说选择主偏角较大的刀具,提高主轴的切削速度,选择刚度较好的机床,优化你的加工工艺等!期间需要查阅刀具、切削参数、机床方面的资料。
最后,采用你的方法,试切一个细长轴,检测一下零件如果能验证你的想法,那么说明你的方法是对的,有一定的创新性,这篇文章就可以发表了!既有理论又有试验,这就是一篇非常好的技师文章了!








