广州数控外槽槽底倒R5怎么编程
我们先避开槽的粗车不谈,直奔外槽倒R5的问题去谈。
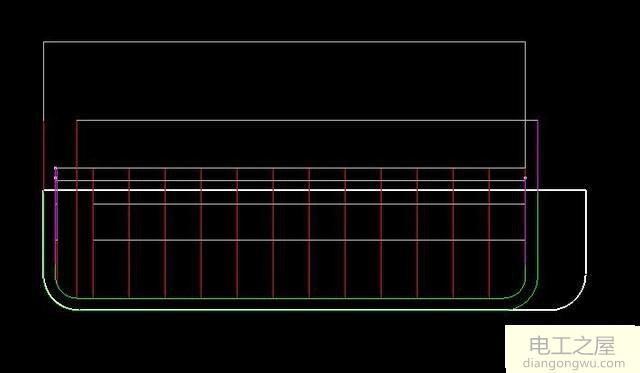
如图所示:
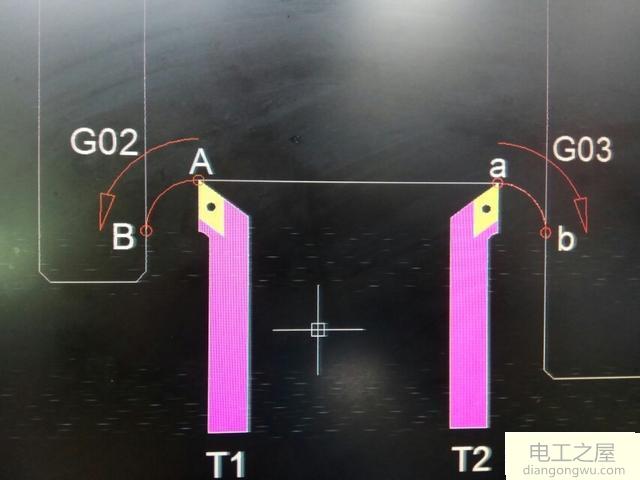
现以常见的广州数控前刀架作分折。从图中我们可以拟有两个方向不同的R5,一个为逆时针圆弧另一个为顺时针圆弧。了容易进刀,我们分用两把偏刀T1与T1来加工。
方法一程序如下:
M8 G99;
T1 M3 S95O;
G0 Z6;
X41;
G1 X40 Z5 F0.2;
G02 X50 Z0 R5 F0.15;(A至B逆时针圆弧插补)
G1 W2 F0.2;
G0 X100 Z150;
T2 G0 X100;
Z-6;
X41;
G1 Z-5 X40 F0.2;
G03 X50 Z0 R5 F0.15;(a至b顺时针圆弧插补)
G1 W-1 F0.2;
G0 X100;
Z150;
M30;
方法二:
直接用一把切断刀来加工,而切断刀分成两个刀偏来切削,如图所示:
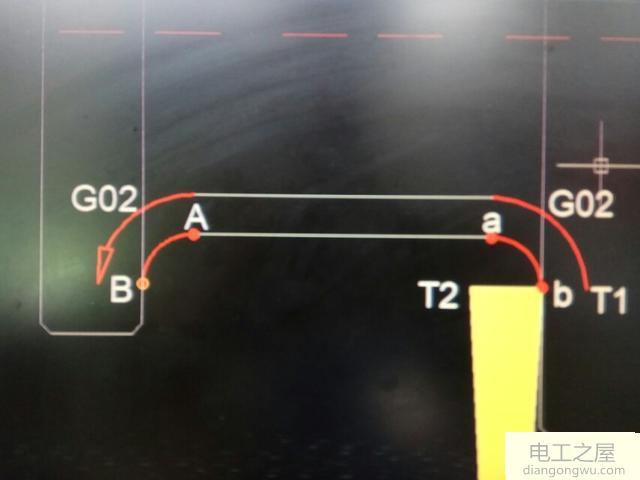
刀路如下:
G02(b——a)G1(a——A)G02(A——B)
这样就可以完成了。
看到这个图,我的第一反应就是:图纸来自学校,题主是个学生!
前期几位网友,针对该图的精加工已经进行详细的讲解,那么我来补充一下粗加工!我的观点是:采用刀宽为4mm的切槽刀,编程采用电脑自动编程!
首先,你要思考两个问题:
1.加工该槽需要多宽的切槽刀?
答:通过公式可得W≈(0.5~0.6)√d,d=60mm,则刀宽W≈(3.8-4.6)mm,可选刀宽为4mm的切槽刀!
2.如何编制粗加工程序?
答:其实该零件的粗加工程序要比比精加工程序要麻烦一些,根据加工条件,可以手工编程或软件编程,但个人更倾向于采用电脑自动编程。手工编程我一般会选用G75指令,但是在开粗时要合理设计加工工艺,如下图所示
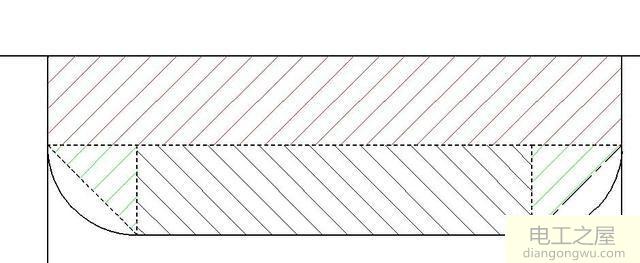
如果是采用电脑编程的话,只需要绘制出零件轮廓并设置相关参数即可!十分方便