
哪些参数影响激光切割过程
许多参数影响激光切割过程,其中一些取决于激光器和机床的技术性能,而另一些是变化的。
偏振度
偏振度表明多少百分比的激光被转换。典型的偏振度一般在 90% 左右。这对于高质量的切割已经足够了。
焦点直径
焦点直径影响切口宽度,可以通过改变聚焦镜的焦距改变焦点直径。更小的焦点直径意味着更窄的切口。
焦点位置
焦点位置决定了工件表面上的光束直径和功率密度以及切口的形状。
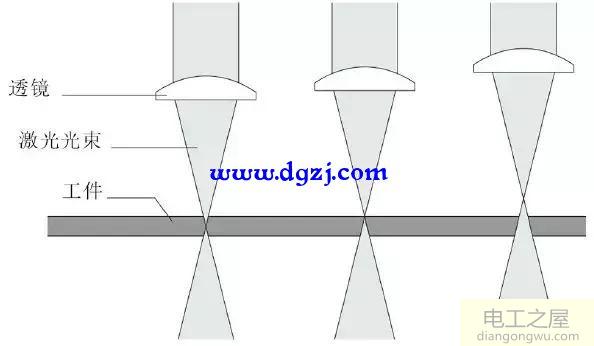
图4 焦点位置:工件内部,工件表面和工件上方
激光功率
激光功率应和加工类型、材料种类和厚度相匹配。功率必须足够高以至于工件上的功率密度超出加工阈值。
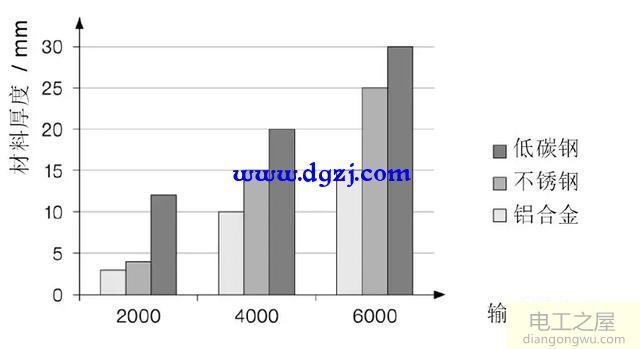
图5 更高的激光功率可以切割更厚的材料
工作模式
连续模式主要用于切割毫米到厘米尺寸的金属和塑料的标准轮廓。而为了熔化穿孔或者产生精密的轮廓,则采用低频的脉冲激光。
切割速度
激光功率和切割速度必须互相匹配。太快或者太慢的切割速度都会导致粗糙度的增加和毛刺的形成。
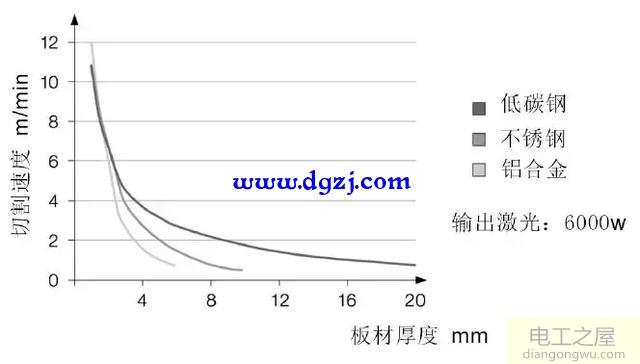
图6 切割速度随着板材厚度增加而降低
喷嘴直径
喷嘴的直径决定了从喷嘴中喷出的气体流量和气流形状。材料越厚,气体喷流的直径也要越大,相应地,喷嘴口的直径也要增大。
气体纯度和气压
氧气和氮气经常用作切割气体。气体的纯度和气压影响切割效果。
采用氧气火焰切割时,气体纯度需达到 99.95 %。钢板越厚,采用的气体气压越低。
采用氮气熔化切割时,气体纯度需要达到 99.995 %(理想情况是 99.999 %),熔化切割厚钢板时需要更高的气压。
技术参数表
在激光切割早期,使用者必须通过试运转自行决定加工参数的设置。现在,成熟的加工参数被存储在切割系统的控制装置中。对于每一种材料类型和厚度,都有对应的数据。技术参数表使得即使不熟悉这种技术的人也能顺利操作激光切割设备。








