
西门子数控机床维修实例Profibus总线报警处理过程及思路方法
Profibus总线故障报警是西门子系统数控机床维修当中的常见故障。通过典型实例说明了Profibus总线报警的处理过程,给出了解决问题的基本思路和方法,对Profibus总线故障报警的维修具有一定的工程实际意义。
1前言
Profibus-DP总线是西门子数控系统里常用通信技术,而Profibus总线报警是西门子系统数控机床维护维修经常要处理的问题。
某西门子802D加工中心在运行过程中,出现Profibus总线报警。报警号为380500,报警信息为:Profibus-DP报警,驱动Y1,代码504,数值0,时间11211xxx。并且提示伺服未准备好。由于这个故障,导致机床无法动作,为此安排以下分析排查过程。
2 SINUMERIK 802D数控系统
SINUMERIK 802D数控制系统主要由PCU(面板控制单元)、KB (Keyboard键盘)、手轮、MCP (机床控制面板)、PP 72/48 (PLC外接I/O模块)、SIMODRIVE 611UE控制模块、Profibus-DP模块等部分组成。PCU作为SINUMERIK 802D数控系统核心部件,集成了NCK 、PLC、HMI和通讯模块,并通过Profibus-DP总线与PP 72/48及SIMODRIVE 611UE控制模块进行组态,实现数控单元与机床电气及驱动部件之间的通信,其中PCU为Profibus总线主站, PP72/48及SIMODRIVE 611UE为从站[1]。该西门子802D加工中心使用一块PP 72/48,有效总线地址:9;两块双轴SIMODRIVE 611UE,有效总线地址分别为:12,13[2]。相关Profibus设备连接如图1所示。
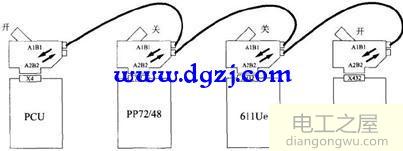
图1 Profibus总线连接图
3 Profibus总线故障维修
3.1 Profibus总线单元
由于PROFIBUS-DP总线协议采用的是OSI的第一层物理层、第二层数据链路层和第七层用户接口,而该机床故障发生前一直正常工作,数控系统各部件均采用西门子公司产品,总线通信技术比较成熟,故初步判断Profibus总线通讯错误应是物理层的问题,作以下分析。
该加工中心PROFIBUS-DP现场总线的物理层采用RS485异步RNZ传送,采用屏蔽双绞线作为传送介质,没有中继器的情况下,传输长度和传输速度之间关系如表1所示:
表1 无中继器时传输长度和传输速度关系
| 波特率(kBit/s) | 9.6 | 19.2 | 93.75 | 187.5 | 500 | 1200 | 12000 |
| 长度(m) | 1200 | 1200 | 1200 | 1000 | 400 | 200 |
100
|
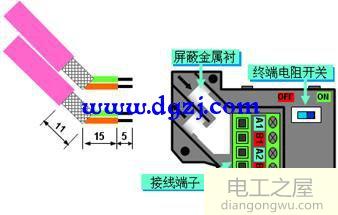
图2 Profibus总线插座的结构
总线的开头和结尾必须有终端,以确保在运行期间接入和断开一个或多个站而不影响其他站。Profibus总线插座设置开关为“ON”和“OFF”时对应状态如图3所示。

图3 Profibus总线终端电阻连接图
图中220Ω为终端电阻,390Ω为偏置电阻,其作用如下:
终端电阻:在线型网络两端,并联在一对通信线上的电阻。根据传输线理论,终端电阻可以吸收网络上的反射波,有效地增强信号强度。两个终端电阻并联后的值应当基本等于传输线在通信频率上的特性阻抗。
偏置电阻:偏置电阻用于在电气情况复杂时确保A、B信号的相对关系,保证“0”、“1”信号的可靠性。
西门子PROFIBUS总线插座已内置了终端和偏置电阻,通过设置开关可方便地接通或断开。终端和偏置电阻的值完全符合西门子通信端口和PROFIBUS电缆的要求。通过接通或断开总线插座的终端电阻开关,可以非常方便地连接或切断插座后面的部分网络的信号传输。
3.2 Profibus总线插座拨档开关位置检查
根据以上分析,参考报警提示Profibus总线通讯错误,Y轴伺服未准备好,而X、Z轴伺服驱动没问题,且Y轴故障以前均正常工作,于是先按照图1所示的Profibus总线连接图检查总线(紫色的通讯线)端口拨档开关的ON和OFF的位置。经检查PCU的总线终端、611Ue的总线终端,I/O板的总线端口,虽然位置都对,但是报警还在,伺服仍然无法起动。
3.3 Profibus总线插座终端电阻检查
打开各总线插座检查屏蔽双绞线的屏蔽、接地和连接可靠性,确认无误后,采用总线网络二分法[4],按如图3所示用万用表测量终端电阻的阻值。结果发现611Ue上连接X轴与Y轴控制模块的总线插座接触不良,于是更换了该插座。更换后,机床能启动了,PLC也可以运行了,Profibus报警没有了,但是Y轴不能动,一回参考点,机床就报警Y轴伺服未准备好,报警信息是25000,编码器错误。而驱动器那边显示的是EA504,也是编码器错误。重新上电后, Y轴依旧不能启动,一动就报警。
4 Y轴伺服系统与编码器
4.1 伺服驱动系统
伺服驱动系统接受数控系统发出的位移或速度指令,经驱动器后,由伺服电机和机械传动机构驱动机床坐标轴,带动刀架及工作台运动,通过轴联动使刀具相对于工件产生各种复杂的机械运动,满足加工需要。SIMODRIVE 611UE伺服驱动系统由电源模块、功率模块、控制板模块及其他附件组成,其中电源模块为独立模块,功率、控制板和其他附件集成为一部件。
该加工中心有三根进给轴和一根主轴,X和Y轴由SIMODRIVE 611UE一个双轴功率部件进行控制,Z轴和主轴将分别由SIMODRIVE 611UE一个单轴功率部件控制。SINUMERIK 802D控制系统与SIMODRIVE 611UE伺服驱动系统的X、Y双轴功率部件及1FK6伺服电机连接如图4所示。
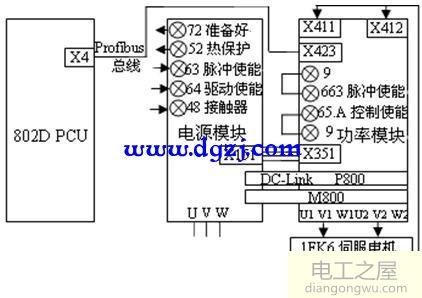
图4 SINUMERIK 802D与SIMODRIVE 611UE伺服驱动系统的连接
图中绝对EnDat编码器安装在伺服电机轴上,通过检测电机轴的角位移间接地获得位置输出量的等效反馈信号,该反馈信号与指令信号比较的后的偏差是伺服系统半闭环控制的基础,编码器错误必然导致Y轴伺服无法正常工作。
4.2 Y轴伺服电机与编码器故障排查
通过以上分析,结合报警信息25000,编码器错误。打开机床防护罩,检查Y轴伺服电机,Y轴编码器。先Y轴编码器航空插座拔了下来,重新插上,然后上电试验,故障依旧。于是采用置换法,将611Ue驱动部件(如图5所示)上的X轴和Y轴的编码器反馈信号线(绿色)及X轴伺服电机与Y轴伺服电机的U、V、W三相电源线(橘红色)对调。确认无误后上电,发现系统正常了,没有任何报警。手动按X轴按钮,Y轴能移动,说明Y轴的伺服电机和编码器都正常。将X轴与Y轴编码器反馈信号线(绿色)和电源线换回来之后,还是出现Y轴伺服报警。这说明Y轴编码器的反馈信号线虚接,把插座拆下来重新拧紧,再次上电之后,故障排除,机床可以正常动作,此故障属信号线插座连接松动[5]。

图5 611Ue的功率部件
5 结语
Profibus-DP总线故障报警是西门子系统数控机床维修当中的常见故障,针对此故障要充分理解Profibus-DP总线的连接原理,总线端口的结构以及工作原理。本次维修当中还发现数控机床在使用当中会经常遇到连接松动的问题,此类问题需要耐心细致的分析才可能排除。








