
数控机床模态代码和非模态代码和开机代码
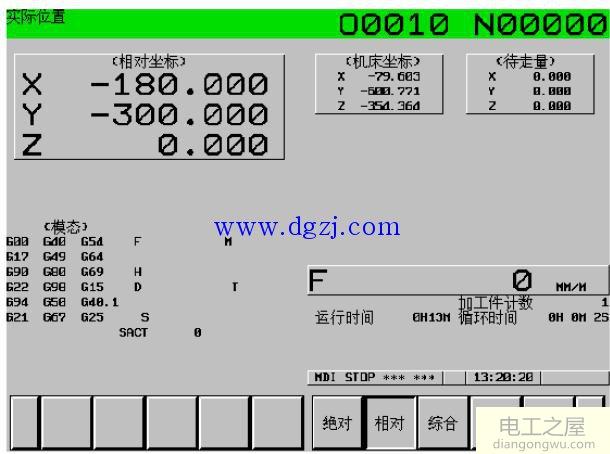
模态代码显示在各种操作画面上,如上图的右下方。模态代码表明CNC 所处的当前状态,是CNC 前面工作的状态的继续,如果程序的运行或手动操作不改变这些模态指令的话,CNC 就延续这些指令的效能,决定CNC 其后的工作。因此在运行机床前,必需注意CNC 当前模态的代码,否则会有意想不到的后果,有些撞刀或严重的机械事故是因此而产生的。
1) 注意开机代码。当 CNC 系统总清(接通电源时)、或机床被复位时,模态G 代码会发生变化(见参数CLR(No.3402#6))。请见“操作说明书(B-63944)”的叙述。
2) 注意机床加工时程序运行中 G 代码的变化,特别是要注意由“自动”方式转为手动或MDI”方式,操作后又回到自动方式时模态G 代码的变化。因为,在编制加工程序时,在连续的程序段中无需重新输入相同的模态指令。这样,如果在自动方式执行程序的中途,切换到手动或MDI 方式,而在此方式中由于操作的需要改变了模态G 码,手动操作后返回自动方式后,即刻启动“ST(自动加工)”,就会把手动方式中设定的代码带到程序的下个程序段,改变了程序的原来模态代码,从而造成可怕的后果。
3) 车床 CNC 系统(T)系列的G 代码系有3 种:A、B、C。不同的机床生产厂、不同型式的机床可能设定不同。使用同一个程序在不同的机床上运行时,必需首先确认机床上设定的G 代码系是否一致。








