
fanuc主轴放大器模块报警代码详解
主轴放大器报警:发生报警时STATUS显示的报警LED(红色)点亮,2位7 段LED显示报警代码。
01报警代码 01
电机内部达到温度指标以上。
(1) 切削过程中显示本报警时(电机温度过高)
(a) 请确认电机的冷却状态。
(i) 主轴电机冷却风扇停转时,请确认冷却风扇电源,如无法修复则进行更换。
(ii) 对液冷电机,请确认冷却系统。
(iii) 如果主轴电机的环境温度高于指标时,请进行改善。
(b) 请再次确认加工条件。
(2) 轻负荷下显示本报警时(电机温度过高)
(a) 频繁加速/减速时,请将包括加速/减速时的输出量在内的平均设为连续额定以下的使用条件。
(b) 电机固有参数设定不正确。请参阅FANUC AC SPINDLE MOTOR αi series 参数说明书(B-65280CM),确认电机固有参数。
(3) 电机温度较低而显示报警时
(a) 主轴电机反馈电缆不良:请更换反馈电缆。
(b) 参数尚未正确设定:请确认参数。

(c) 控制印制电路板不良:请更换控制印制电路板或主轴放大器。
(d) 电机(内部温度传感器)不良:请更换电机。
02报警代码 02
电机速度与指令速度有较大差异。
(1) 电机加速过程中显示本报警时
(a) 加速/减速过程中时间参数设定值不恰当
设定如下参数时,要比实际设备的加速/减速时间留有余量。
内容
4082 设定值 2 (加速/减速中的时间设定)
(b) 速度检测器的设定参数有误
(2) 重切削时显示本报警
(a) 切削负载超过电机的最大输出
请确认负载表的显示,修改使用条件。
(b) 错误地设定了输出限制的参数
请确认如下参数与机床及电机的规格一致。
4028 设定值0 (输出限制模式的设定)
4029 设定值 100 (输出限制值)
(c) 电机固有参数设定不正确
请确认电机固有参数。
03报警代码 03
DC 链路部分的保险丝溶断。(DC 链路部分的电压不足)本报警在紧急停止解除时检查。
(1) 主轴运转(旋转)过程中发生报警时
很可能是SPM 内的DC 链路部分保险丝溶断,请更换SPM。此外,本报警还可能是如下原因:
(a) 动力线接地故障
(b) 电机绕组接地故障
(c) IGBT 及IPM 模块不良
(2) 紧急停止解除时或CNC 启动时PSM 输入的电磁接触器先打开,又由于本报警而关闭时(主轴连接2 轴时,也可能不关
闭)
(a) DC 链路部分的连线没有连接
请确认DC 链路的连线是否有误。
(b) SPM 内的DC 链路部保险溶断
请更换SPM。
06报警代码 06
温度传感器的异常或温度传感器电缆断线。
(1) 电机固有参数设定不正确
请确认电机固有参数。
(2) 电缆不良
反馈电缆不良。
请更换电缆。
(3) 控制印制电路板故障
请更换控制印制电路板或主轴放大器。
(4) 温度传感器有异常
请更换电机(温度传感器)。
07报警代码 07
电机超过最高转速的115%(参数标准设定)旋转。
(1) 发生在主轴同步时
主轴同步过程中,关闭单侧电机的励磁(SFR、SRV)后再打开时,为了消除此中间聚集的位置误差,主轴电机可能加速
达到最高转速而报警。
(2) SPM 故障
请更换SPM。
09报警代码 09
主轴放大器模块主电路散热器温度异常升高。
(1) 切削过程中显示本报警时(散热装置温度过高)
(a) 负载表在放大器连续额定以下报警时,请确认散热装置的冷却状态。
(i) 冷却风扇停转时请确认电源(连接器CX1A/B),无法修复时请更换SPM。
(ii) 如果环境温度超过规格书的规定,请进行改善。
(b) 负载表在放大器连续额定以上报警时,请改善使用方法。
(c) 如果放大器背面的散热装置部分灰尘较多时,请用采用吹风方式进行清洁。要对结构进行研究,以使散热装置部
分不会直接接触切削油等。
(2) 轻负载下显示本报警时(散热装置温度过高)
(a) 频繁加速/减速时
请包括加速/减速时的输出部分在内,采用平均值在连续额定以下的使用条件。
(b) 电机固有参数设定不正确
请确认电机固有参数。
(3) 控制基板的安装问题
请切实按下面板(连接控制基板与功率基板的连接器偏离时,有可能会发出本报警)。
(4) 散热装置温度较低状态下显示报警时
请更换SPM。
12报警代码 12
主电路的直流部分(DC 链路)电流过大。
SPM-11i 中,主电路的功率(IPM)检测出异常。异常的内容为电流过大或过载。
(1) SPM-11i 中显示本报警时
请对报警代码09 的相应内容也进行确认。
(2) 控制基板的安装问题
请切实按下面板(连接控制基板与功率基板的连接器偏离时,有可能会发出本报警)。
(3) 刚给出主轴旋转指令后发生报警时
(a) 电机动力线不良:请确认电机动力线之间有无短路、接地故障,必要时更换动力线。
(b) 电机绝缘不良:电机接地故障时请更换。
(c) 电机固有参数设定不正确:请确认电机固有参数。
(d) SPM 不良:可能是功率元件(IGBT、IPM)损坏。请更换SPM。
(4) 主轴旋转过程中发生报警时
(a) 功率元件损坏:可能是功率元件(IGBT、IPM)损坏。请更换SPM。
由于放大器的散热装置部灰尘堆积冷却不充分时,功率元件有可能损坏。
如果放大器背面的散热装置部分灰尘较多时,请采用吹风方式进行清洁。要对结构进行研究,以使散热装置部分不会直接接触切削油等。
(b) 电机固有参数设定不正确:请确认电机固有参数。
(c) 速度传感器信号的异常:请确认主轴传感器的信号波形,如有异常,请进行调整,或更换检测部分。
15报警代码 15
输出切换控制或主轴切换控制的切换操作时的程序没有正确执行。
从切换请求信号(SPSL 或RSL)变化后到动力线状态确认信号(MCFN、MFNHG 或RCH、RCHHG)变化的时间在1 秒以上
时,发生报警。
(1) 报警发生时的故障排除
(a) 动力线切换用电磁接触器(切换装置)周围不良
触点不工作时,请确认电磁接触器的电源,如无法修复,请更换。
(b) 电磁接触器触点确认用连线或I/O 装置不良
如发现问题请更换。
(c) 程序(梯形图)有误
请进行处理,以在1sec 以内完成切换。
18报警代码 18
和数校验异常。
报警发生时请更换SPM 或SPM 控制印制电路板。
19报警代码 19,20
U 相(报警代码19)、V 相(报警代码20)电流检测电路的偏移电压过大。接通电源投入时进行检验。
报警发生时请更换SPM。发生在刚更换SPM 控制印制电路板后时,请确认功率装置与SPM 控制印制电路板之间连接器的插入情况。
21报警代码 21
位置传感器极性设定不正确。
报警发生时的故障排除
(a) 请确认位置传感器的极性参数(No.4001#4)。
(b) 请确认位置传感器反馈电缆的连线。
24报警代码 24
CNC 与主轴放大器模块之间的串行通信数据有异常。(注释)
报警发生时的故障排除
(a) CNC-主轴放大器模块之间(用电缆连接)的噪声导致通信数据发生异常
请确认有关最大连线长度的条件。
确认可通过电缆连接的条件。
(b) 通信电缆与动力线绑扎到一起时噪声将有影响
如果有与电机动力线绑扎在一起的部分,请分别绑扎。
(c) 电缆不良:请更换电缆。
使用光口I/O 连接适配器时,有可能是光口I/O 连接适配器或光缆不良。
(d) SPM 不良:请更换SPM 或SPM 控制印制电路板。
(e) CNC 不良:请更换与串行主轴有关的板或模块。
注释:在CNC 电源切断时也会有本报警显示,但这种情况不属异常。
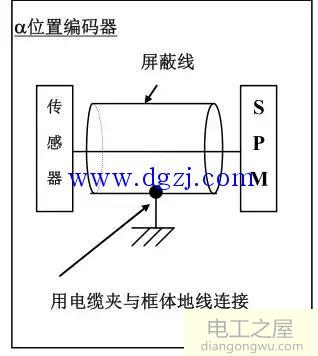
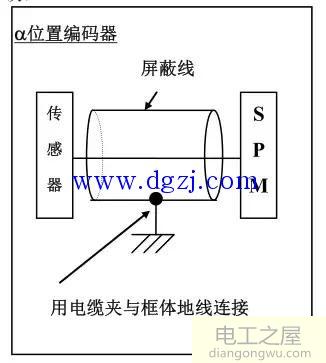
27报警代码 27
α位置编码器信号断线。
(1) 电机励磁关闭时报警发生
(a) 参数设定有误
请确认传感器设定参数。
(b) 电缆断线
反馈电缆连接不正确时,请更换电缆。
(c) SPM 不良
请更换SPM 或SPM 控制印制电路板。
(2) 触动电缆时发生报警
(a) 连接器接触不良或电缆断线
可能是导线断线,请更换电缆。有切削油侵入连接器部分时,请进行清洗。
(3) 电机旋转时发生报警
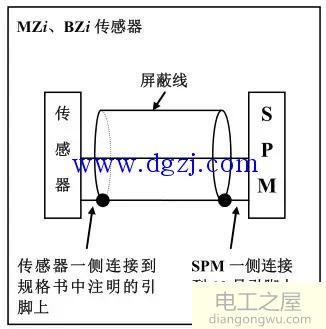
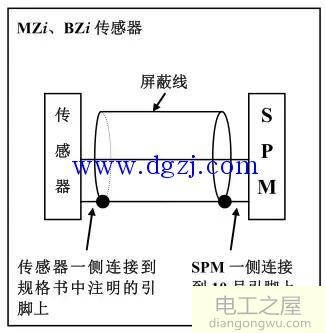
(a) 传感器与SPM 之间的电缆屏蔽处理不良
请确认电缆的屏蔽处理。
(b) 与伺服电机的动力线绑扎到了一起
如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
29报警代码 29
持续一定时间(标准设为30 秒)加载了过大的负载(标准设为负载表9V 以上)。
(1) 切削过程中发生报警时
请确认负载表,研究切削条件。
(2) 停止过程中发生报警时
(a) 主轴被锁定。
请确认程序,是否向主轴发出定向指令、或极低速指令的状态下,主轴被锁定。
(3) 不按指令旋转(极低速旋转),发生报警时
(a) 参数设定有误:请确认传感器设定参数。
(b) 电机动力线的相序有误
(c) 电机反馈电缆有误:请确认A/B 相信号有否接反。
(d) 电机反馈电缆不良
请用手旋转电机,确认CNC 的诊断画面的电机速度、或主轴检查板上是否显示了速度。没有速度显示时,请更
换电缆或主轴传感器(或电机)。
(4) 不按指令旋转(完全不旋转),发生报警时
(a) 动力线有异常
请确认电机动力线连接正确。请确认进行主轴切换、绕组切换时,电磁接触器是否打开。
(b) SPM 不良:请更换SPM。
31报警代码 31
电机不按指令速度旋转,而是停止,或以极低速旋转。
(1) 极低速旋转,发生报警时
(a) 参数设定有误:请确认传感器设定参数。
(b) 电机相序有误:确认电机相序是否有误。
(c) 电机反馈电缆有误:请确认A/B 相信号有否接反。
(d) 电机反馈电缆不良:请用手旋转电机,确认NC 的诊断画面的电机速度、或主轴检查板上是否显示了速度。没有速度显示时,请更换
电缆或主轴传感器(或电机)。
(2) 完全不旋转,发生报警时
(a) 锁定主轴的程序有误:确认程序是否锁定了主轴。
(b) 动力线不良:请确认电机动力线连接正确。请确认进行主轴切换、输出切换时,电磁接触器是否打开。
(c) SPM 不良:请更换SPM。
32报警代码 32
串行通信用LSI 的存储器有异常。接通电源时进行检验。
发生报警时,请更换SPM 或SPM 控制印制电路板。
34报警代码 34
设定了容许范围外的参数数据。
报警发生时的故障排除
请连接主轴检查板。
主轴检查板上
“AL-34”与“F-xxx”交替显示,“F-xxx”表示容许范围外的参数号。有关CNC 的参数号与“F-xxx”的对应关系,请参阅
FANUC AC SPINDLE MOTOR αi series 参数说明书(B-65280CM)。
36报警代码 36
误差计数器溢出。
(1) 参数设定有误
(a) 齿轮比参数设定有误
请确认齿轮比数据是否错误地设定了过大的数值。
(b) 位置增益设定有误
齿轮比数据正确时,请提高位置增益的数值。
(2) 程序错误
(a) 请在位置控制模式(刚性攻丝、Cs 轮廓控制、主轴同步控制)确认电机励磁是否关闭(SFR/SRV 关闭)。
37报警代码 37
输入紧急停止信号后,(https://www.dgzj.com/ 电工之家)电机不减速反而加速。输入紧急停止信号后,经过加速/减速时间(参数初始设为10 秒)后,电机励
磁不切断(减速未完成)时也会发生。
报警发生时的故障排除
(a) 速度检测器参数设定有误
请设定正确的数值。
(b) 加速减速时间的参数设定值不合理
请确认参数设定值与实际的减速时间,设定一个对实际减速时间具有余量的数值。
4082 设定值 2 (加速/减速中的时间设定)
41报警代码 41
α位置编码器的旋转1 周信号发生位置有误。
报警发生时的故障排除
(a) 参数设定有误
请确认传感器设定参数。
(b) α位置编码器不良
请观测位置编码器的Z 信号,在每转动1 圈没有产生信号时,更换位置编码器。
(c) 传感器与SPM 之间电缆的屏蔽处理不良
请确认电缆的屏蔽处理。
(d) 与伺服电机的动力线绑扎到了一起
如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
(e) SPM 不良
请更换SPM 或SPM 控制印制电路板。
42报警代码 42
α位置编码器不产生每转信号。
报警发生时的故障排除
(a) 参数设定有误
请确认传感器设定参数。
(b) α位置编码器不良
请观察主轴检查板上的检查引脚PSD,如果不是每转发出信号,则更换连接电缆、位置编码器。
(c) SPM 不良
请更换SPM 或SPM 控制印制电路板。
46报警代码 46
螺纹切削操作时位置检测器没有正确检测每转信号。
有关本报警的故障排除,请参阅报警代码41。
47报警代码 47
α位置编码器信号的脉冲计数值有异常。
位置编码器的A、B 相,对主轴每转,有4096p/rev 的回授脉冲数。SPM 在产生每转信号时检查位置编码器A、B 相的脉
冲计数,如果不在规定范围内就发生报警。
(1) 触动电缆时(主轴移动等)发生报警
可能是导线断线,请更换电缆。有切削油侵入连接器部分时,请进行清洗。
(2) 其他情况下的故障排除
(a) 参数设定有误
请确认传感器设定参数。
(b) 传感器与SPM 之间的电缆屏蔽处理不良
请确认电缆的屏蔽处理。
(c) 与伺服电机的动力线绑扎到了一起
如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
(d) SPM 不良
请更换SPM 或SPM 控制印制电路板。
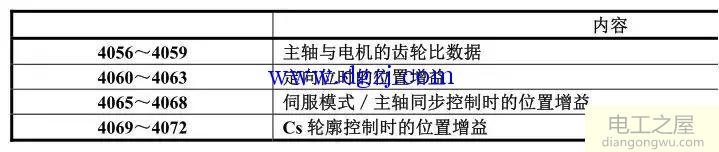
50报警代码 50
主轴同步控制时的内部计算处理超过了容许值。
报警发生时的故障排除
(a) 齿轮比参数设定不佳
请确认齿轮比数据是否错误地设定了过大的数值。
(b) 位置增益的设定极限
齿轮比数据正确时,请降低主轴同步时位置增益的数值。
4056~4059 主轴与电机的齿轮比数据
4065~4068 伺服方式/主轴同步控制时的位置增益
52报警代码 52,53
与CNC 的通信数据中同步信号(ITP)停止。
报警发生时的故障排除
(a) SPM 不良
请更换SPM 或SPM 控制印制电路板。
(b) CNC 不良
请更换串行主轴相关的板或模块。
54报警代码 54
检测出电机长时间流过较大电流。
有关本报警的故障排除,请参阅报警代码29。
55报警代码 55
主轴切换控制或输出切换控制中,电机励磁过程中切换请求信号(SPSL 或RSL)与动力线状态确认信号(MCFN、MFNHG 或
RCH、RCHHG)持续不一致。
报警发生时的故障排除
(a) 动力线切换用电磁接触器(切换装置)周围不良
触点不工作时,请确认电磁接触器的电源,如无法修复,请更换。
(b) 电磁接触器触点确认用连线或I/O 装置不良
如发现问题请更换。
(c) 程序(梯形图)有误
请修正程序,不要在励磁过程中进行切换。
56报警代码 56
控制电路部的冷却风扇停转。
(a) 控制基板的安装问题
请切实按下面板(连接控制基板与功率基板的连接器偏离时,有可能显示本报警)。
(b) 请更换SPM 或更换SPM 的内部冷却风扇。
66报警代码 66
主轴放大器之间的通信(连接器JX4)发生异常
报警发生时的故障排除
(a) 请确认连接。
(b) 请更换电缆。
69报警代码 69
本报警仅在使用双检安全时才会发生。
在安全信号方式C(输入保护装置开启请求而保护装置开启的状态)时,主轴电机转速超过了安全速度
报警发生时的故障排除方法
(a) 保护装置开启时,请在安全速度范围内运行。
(b) 请确认安全速度参数。
(c) 请更换SPM 控制印制电路板。
70报警代码 70
本报警仅在使用双检安全时才会发生。
主轴放大器的连接状态与硬件的设定不一致。
报警发生时的故障排除方法
(a) 请确认SPM 的连接和设定。
(b) 请更换CPU 卡或SPM 的控制印制电路板。
71报警代码 71
本报警仅在使用双检安全时才会发生。
安全参数发生异常。
报警发生时的故障排除方法
(a) 请重新设定安全参数。
(b) 请更换CPU 卡或SPM 的控制印制电路板。
72报警代码 72
本报警仅在使用双检安全时才会发生。
主轴放大器的速度检测判定结果和CNC 的速度检测判定结果不一致。
发生报警时,请更换CNC 的CPU 卡或SPM 的控制印制电路板。
73报警代码 73
电机传感器信号断线。
(1) 电机励磁关闭时发生报警
(a) 参数设定有误
请确认传感器设定参数。
(b) 电缆断线
请更换电缆。
(c) 传感器调整不良
请进行传感器信号的调整。无法调整时、或者信号观测不到时,请更换连接电缆及传感器。
(d) SPM 不良
请更换SPM 或SPM 控制印制电路板。
(2) 触动电缆时(主轴移动等)发生报警
可能是导线断线,请更换电缆。有切削油侵入连接器部分时,请进行清洗。
(3) 电机旋转时发生报警
(a) 传感器与SPM 之间的电缆屏蔽处理不良
请确认电缆的屏蔽处理。
(b) 与伺服电机的动力线绑扎到了一起
如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
74报警代码 74
本报警仅在使用双检安全时才会发生。
CPU 测试没有正常结束。
发生报警时,请更换SPM 或SPM 控制印制电路板。
75报警代码 75
本报警仅在使用双检安全时才会发生。
CRC 测试发生异常。
发生报警时,请更换SPM 或SPM 控制印制电路板。
76报警代码 76
本报警仅在使用双检安全时才会发生。
尚未执行主轴放大器的安全功能。
发生报警时,请更换SPM 的控制印制电路板。
77报警代码 77
本报警仅在使用双检安全时才会发生。
主轴放大器的轴号检查结果和CNC 的轴号检查结果不一致。
发生报警时,请更换CNC 的CPU 卡或SPM 的控制印制电路板。
78报警代码 78
本报警仅在使用双检安全时才会发生。
主轴放大器的安全参数检测结果和CNC 的安全参数检测结果不一致。
发生报警时,请更换CNC 的CPU 卡或SPM 的控制印制电路板。
79报警代码 79
本报警仅在使用双检安全时才会发生。
初始测试工作情况异常。
发生报警时,请更换SPM 或SPM 控制印制电路板。
81报警代码 81
电机传感器的每转信号发生部位有误。
(1) 使用外部每转信号时
(a) 参数有误
确认齿轮比数据是否与机床规格一致。
CNC 参数内容
No. 4171, No. 4173 电机传感器与主轴之间任意齿轮比分母
No. 4172, No. 4174 电机传感器与主轴之间任意齿轮比分子
(b) 主轴与电机之间的滑动
请确认主轴与电机之间没有滑动。外部每转信号无法适用于V 形皮带结合。
(2) 其他情况下的故障排除
(a) 参数设定有误
请确认传感器设定参数。
(b) 传感器调整不良(BZi、MZi 传感器)
请进行传感器信号的调整。无法调整时、或者信号观测不到时,请更换连接电缆及传感器。
(c) 传感器与SPM 之间的电缆屏蔽处理不良
请确认电缆的屏蔽处理。
(d) 与伺服电机的动力线绑扎到了一起
如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
(e) SPM 不良
请更换SPM 或SPM 控制印制电路板。
82报警代码 82
电机传感器不产生每转信号。
报警发生时的故障排除
(a) 参数设定有误
请确认传感器设定参数。
(b) 传感器调整不良(BZi、MZi 传感器)
请进行传感器信号的调整。无法调整时、或者信号观测不到时,请更换连接电缆及传感器。
(c) 外部每转信号不良
请观察主轴检查板上的检查引脚EXTSC1,如果不是每转产生信号,请更换连接电缆、接近开关。
(d) SPM 不良
请更换SPM 或SPM 控制印制电路板。
83报警代码 83
SPM 在每产生1 周信号时检查A、B 相的脉冲计数,如果不在规定范围内就发生报警。
(1) 触动电缆时(主轴移动等)发生报警
可能是导线断线,请更换电缆。有切削油侵入连接器部分时,请进行清洗。
(2) 其他情况下的故障排除
(a) 参数设定有误
请确认传感器设定参数。
(b) 传感器调整不良(BZi、MZi 传感器)
请进行传感器信号的调整。无法调整时、信号观测不到时,请更换连接电缆及传感器。
(c) 传感器与SPM 之间的电缆屏蔽处理不良
请确认电缆的屏蔽处理。
(d) 与伺服电机的动力线绑扎到了一起
如果从传感器到SPM 之间电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
(e) SPM 不良
请更换SPM 或SPM 控制印制电路板。
84报警代码 84
主轴传感器信号断线。
有关本报警的故障排除,请参阅报警代码 73。
85报警代码 85
主轴传感器的每转信号发生部位有误。
有关本报警的故障排除,请参阅报警代码 81。
86报警代码 86
主轴传感器不产生每转信号。
有关本报警的故障排除,请参阅报警代码 82。
87报警代码 87
主轴传感器信号有异常。
有关本报警的故障排除,请参阅报警代码 83。
88报警代码 88
散热器冷却风扇停转。
发生报警时,请更换 SPM 散热器冷却风扇。
A报警代码 A、A1、A2
控制程序不工作。
控制程序的处理中检测出异常。
(1) 主轴放大器接通电源时显示本报警
(a) 软件规格不同
(b) 印制电路板不良
请更换SPM 或SPM 控制印制电路板。
(2) 电机励磁过程中报警时
(a) 噪声的影响
请检查GND 相关的连线。
如果主轴传感器的信号电缆与伺服电机动力线绑扎到了一起,请分别绑扎。
B0报警代码 B0
放大器模块之间(SPM, SVM, PSM)通信有异常。
报警发生时的故障排除
(1) 在刚刚接通CNC 的电源时显示本报警的情形
(a) 请确认连接器的连接部位。
CXA2A 和CXA2B 连接在一起为正确的状态。
(b) 电缆不良
请确认连接插脚号,如果有问题则予以修正。
请更换电缆。
(c) SPM, SVM 或PSM 不良。
请更换SPM, SVM, PSM 或SPM, SVM, PSM 控制印制电路板。
C报警代码 C、C1、C2
CNC 与主轴放大器模块之间的串行通信数据有异常。
报警发生时的故障排除
(a) SPM 不良
请更换SPM 或SPM 控制印制电路板。
(b) CNC 不良
请更换串行主轴相关的板或模块。
C3报警代码 C3
在主轴切换中切换请求信号(SPSL)和电机/主轴传感器信号的切换电路(辅助模块SW)的内部状态不一致。
报警发生时的故障排除方法
辅助模块SW(SSW)故障。
请更换辅助模块SW(SSW)。
其报警代码 其他报警
(1) 在SPM 的状态显示中发生4,11,30,33,51,57,58,b1,b2,b3 报警的情形
表示PSM 中发生报警。确认PSM 的状态显示,并参阅II.3.1 项(B-85285CM)。
(2) 关于CNC 报警756 和766(轴号异常)
本报警仅在使用双检安全功能时才会发生。发生本报警时,确认下图的K76 是否已被安装在第2主轴的连接器JA7A
上。如果仅是第1 主轴,则不需要K76。布线没有问题时,请更换SPM 的控制PCB。








