
数控cnc自动换刀机构
1、刀具交换方式
数控机床的自动换刀装置中,实现刀库与机床主轴之间传递和装卸刀具的装置称为刀具交换装置。刀具的交换方式和它们的具体结构对机床的生产率和工作可靠性有着直接的影响。
刀具的交换方式很多,一般可分为以下两大类。
(一)无机械手换刀
无机械手换刀,是由刀库和机床主轴的相对运动实现的刀具交换。换刀时,必须首先将用过的刀具送回刀库,然后再从刀库中取出新刀具,这两个动作不可能同时进行,因此,换刀时间长。所示的数控立式镗铣床就是采用这种换刀方式的实例。它的选刀和换刀由三个坐标轴的数控定位系统来完成,因此每交换一次刀具,工作台和主轴箱就必须沿着三个坐标轴作两次来回运动,因而增加了换刀时间。另外,由于刀库置于工作台上,减少了工作台的有效使用面积。
(二)机械手换刀
由于刀库及刀具交换方式的不同,换刀机械手也有多种形式。因为机械手换刀有很大的灵活性,而且还可以减少换刀时间,应用最为广泛。
在各种类型的机械手中,双臂机械手全面地体现了以上优点,图1所示为双臂机械手中最常见的几种结构形式,分别是钩手,如图1(a)所示;抱手,如图1(b)所示;伸缩手,如图1(c)所示;杈手,如图1(d)所示。这几种机械手能够完成抓刀、拔刀、回转、插刀以及返回等全部动作。为了防止刀具掉落,各机械手的活动爪都必须带有自锁结构。双臂回转机械手图1(a)、(b)、(c)的动作比较简单,而且能够同时抓取和装卸机床主轴和刀库中的刀具,因此换刀时间可以进一步缩短。图1(d)所示的双臂回转机械手,虽不是同时抓取主轴和刀库中的刀具,但是换刀准备时间及将刀具送回刀库的时间(图中实线所示位置)与机械加工时间重合,因而换刀(图中双点划线所示位置)时间较短。
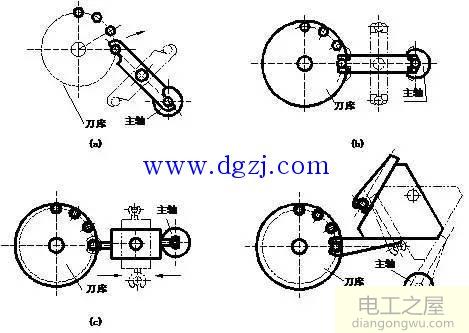
图1 双臂机械手常见的结构形式
2、机械手形式
在自动换刀数控机床中,机械手的形式也是多种多样,常见的有以下几种形式。
1.单臂单爪回转式机械手
这种机械手的手臂可以回转不同的角度来进行自动换刀,其手臂上只有一个卡爪,不论在刀库上或是在主轴上,均靠这个卡爪来装刀及卸刀,因此换刀时间较长,如图2(a)所示。
2.单臂双爪回转式机械手
这种机械手的手臂上有两个卡爪,两个卡爪有所分工。一个卡爪只执行从主轴上取下“旧刀”送回刀库的任务,另一个卡爪则执行由刀库取出“新刀”送到主轴的任务。其换刀时间较上述单爪回转式机械手要少,如图2(b)所示。
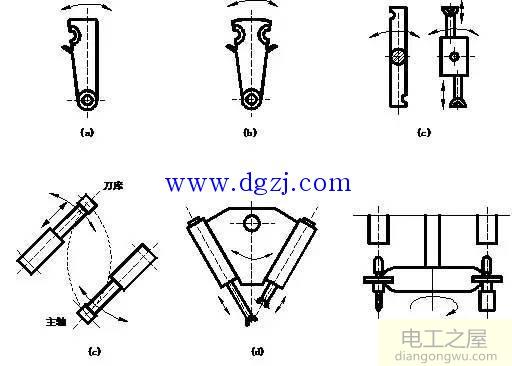
图2 机械手的形式
3.双臂回转式机械手
这种机械手的两臂上各有一个卡爪,两个卡爪可同时抓取刀库及主轴上的刀具,回转180°后又同时将刀具放回刀库及装入主轴。这种机械手换刀时间较以上两种单臂机械手均短,是最常用的一种形式。图2(c)右边的机械手在抓取或将刀具送入刀库及主轴上,两臂可伸缩。
4.双机械手
这种机械手相当于两个单臂单爪机械手,它们互相配合进行自动换刀。其中一个机械手从主轴上取下“旧刀”送回刀库,另一个由刀库中取出“新刀”装入机床主轴,图2(d)所示。
5.双臂往复交叉式机械手
这种机械手的两手臂可以往复运动,并交叉成一定的角度。一个手臂从主轴上取下“旧刀”送回刀库,另一个手臂由刀库中取出“新刀”装入主轴。整个机械手可沿某导轨直线移动或绕某个转轴回转,以实现由刀库与主轴间的运刀工作,如图2(e)所示。
6.双臂端面夹紧式机械手
这种机械手只是在夹紧部位上与前几种不同。前几种机械手均靠夹紧刀柄的外圆表面来抓取刀具,这种机械手则是靠夹紧刀柄的两个端面来抓取的,如图2(f)所示。
3、机械手夹持结构
在换刀过程中,由于机械手抓住刀柄要作快速回转,要作拔、插刀具的动作,还要保证刀柄键槽的角度位置对准主轴上的驱动键。因此,机械手的夹持部分要十分可靠,并保证有适当的夹紧力,其活动爪要有锁紧装置,以防止刀具在换刀过程中转动脱落。机械手夹持刀具的方法有以下两种。
(一)柄式夹持
柄式夹持,也称轴向夹持或V形槽夹持。其刀柄前端有V形槽,供机械手夹持用,目前我国数控机床较多采用这种夹持方式。机械手手掌结构示意图,如图3所示。(https://www.dgzj.com/ 电工之家)它由固定爪及活动爪组成,活动爪可绕轴回转,其一端在弹簧柱塞的作用下,支靠在挡销上,调整螺钉以保持手掌适当的夹紧力,锁紧销使活动爪牢固地夹持刀柄,防止刀具在交换过程中松脱。锁紧销还可轴向移动,使活动爪放松,以便杈刀从刀柄V形槽中退出。

图3 机械手手掌结构示意图
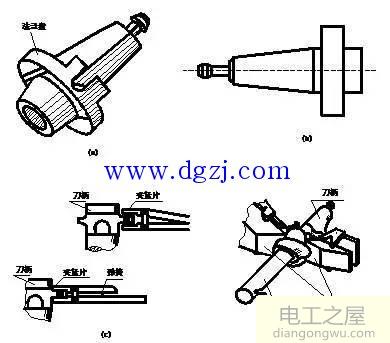
图4 法兰盘夹持原理图
(二)法兰盘式夹持
法兰盘式夹持,也称径向夹持或碟式夹持,如图4所示。刀柄的前端有供机械手夹持的法兰盘,如图4(a)所示。图4(c)的上图为机械手夹持松开状态,图4(c)下图为机械手夹持夹紧状态。采用法兰盘式夹持的优点是:当采用中间搬运装置时,可以很方便从一个机械手过渡到另一个辅助机械手上去,如图4(d)所示。对于法兰盘式夹持方式,其换刀动作较多,不如柄式夹持方式应用广泛。
4、自动换刀动作顺序
由于自动换刀装置的布局结构多种多样,其换刀过程动作顺序会不尽相同。下面分别以常见的双臂往复交叉式机械手和钩刀机械手为例用动作分图加以说明。
(一)双臂往复交叉式机械手的换刀过程
现按照图5分图(a)——(e)的顺序逐一叙述换刀过程。
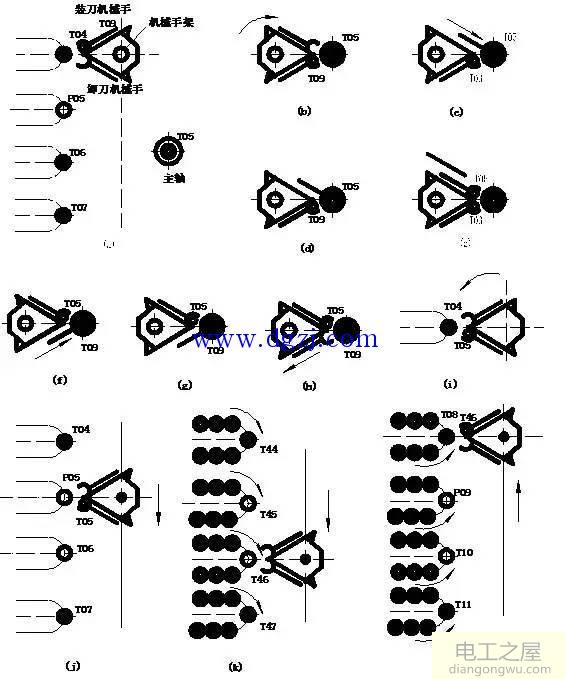
图5 双臂往复交叉式机械手的换刀过程
(1)开始换刀前状态。主轴正用T05号刀具进行加工,装刀机械手已抓住下一工步需用的T09号刀具,机械手架处于最高位置,为换刀做好了准备;
(2)上一工步结束,机床立柱后退,主轴箱上升,使主轴处于换刀位置。接着下一工步开始,其第一个指令是换刀,机械手架回转180o转向主轴。
(3)卸刀机械手前伸,抓住主轴上已用过的T05号刀具。
(4)机械手架由滑座带动,沿刀具轴线前移,将T05号刀具从主轴上拔出。
(5)卸刀机械手缩回原位。
(6)装刀机械手前伸,使T09号刀具对准主轴。
(7)机械手架后移,将T09号刀具插入主轴。
(8)装刀机械手缩回原位。
(9)机械手架回转180o,使装刀、卸刀机械手转向刀库。
(10)机械手架由横梁带动下降,找第二排刀套链,卸刀机械手将T05号刀具插回P05号刀套中。
(11)刀套链转动把在下一个工步需用的T46号刀具送到换刀位置,机械手一降,找第三排刀链,由装刀机械手将T46号刀具取出。
(12)刀套链反转,把P09号刀套送到换刀位置,同时机械手架上升至最高位置,为再下一工步的换刀做好准备。
(二)钩刀机械手的换刀过程
作为最常用的一种换刀形式,换刀一次所需的基本动作如下。
(1)抓刀。手臂旋转90�0�2,同时抓住刀库和主轴上的刀具。
(2)拔刀。主轴夹头松开刀具,机械手同时将刀库和主轴上的刀具拔出。
(3)换刀。手臂旋转180�0�2,新旧刀具更换。
(4)插刀。机械手同时将新旧刀具分别插入主轴和刀库,然后主轴夹头夹紧刀具;
(5)复位。转动手臂,回到原始位置。








