
百分表工作原理及百分表测量和读数方法
百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值。
主要用于校正零件的安装位置,检验零件的形状精度和相互位置精度,以及测量零件的内径等。
百分表的测量杆是作直线移动的,可用来测量长度尺寸,所以它也是长度测量工具。
常用测量范围(即测量杆的最大移动量),有0~3mm;0~5mm; 0~10mm的三种,读数值为0.01mm。读数值为0.001mm的千分表,测量范围为0~1mm
百分表外观结构

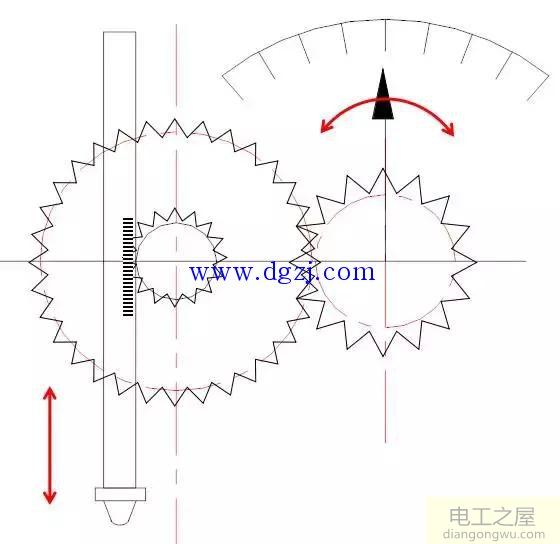
百分表工作原理
通过测杆上齿条与齿轮的传动配合,将测杆的直线运动转换成指针的角度偏移,根据指针偏移的角度,从刻度盘上读取测量值。
备份表的刻度原理
刻度:
① 大刻度盘最小刻度间隔:1格 = 0.01mm
② 小刻度盘最小刻度间隔:1格 = 1.0mm
(长指针旋转一周,短指针旋转一格,即:1mm)

百分表的测量和读数方法
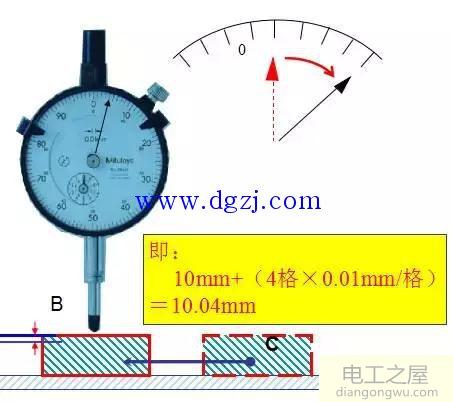
① 绝对测量法
以基准平面为基点,测量物体的实际尺寸,从刻度盘上直接读取测量值。
步骤1、
将百分表固定在表座上使测杆受力,调整表筐使指针与“0”刻度线对齐。(如图)

步骤2、
将被测物放入测杆下端,刻度盘指针发生偏移,从指针偏移量在刻度盘上读取测量值。(如图)

② 相对测量法(工件比基准值小)
将已知尺寸的基准规放入测量头下端,设定基准刻度“A”再将被测物放入测量头下端读取数值“B”,测量值C “=A-B”。
步骤1、
将百分表固定在表座上,将基准规放入测头下端使测杆受力,调整表筐使指针与“0”刻度线对齐。(如图)

步骤2、
将被测物放入测杆下端,刻度盘指针发生偏移,从指针偏移量在刻度盘上读取测量值,将读取的数值加上基准规的尺寸,即为测量值。(如图)
③ 相对测量法(工件比基准值小)
将已知尺寸的基准规放入测量头下端,(https://www.dgzj.com/ 电工之家)设定基准刻度“A”再将被测物放入测量头下端读取数值“B”,测量值C “=A-B”。
步骤1、
将百分表固定在表座上,将基准规放入测头下端使测杆受力,使大指针为“0”小指针在小刻度盘的中央(小指针的位置根据工作的尺寸而定)(如图)

步骤2、
将被测物放入测杆下端,刻度盘指针发生偏移,从指针偏移量在刻度盘上读取测量值,将读取的数值与基准规的比较,即为测量值。(如图)

百分表使用注意事项
1、使用前,应检查测量杆活动的灵活性。
2、测量时,不要使测量杆的行程超过它的测量范围;不要使测量头突然撞在零件上;不要使百分表和千分表受到剧烈的振动和撞击,亦不要把零件强迫推入测量头下,免得损坏百分表和千分表的机件而失去精度。
3、检查工件平整度或平行度时,将工件放在平台上,使测量头与工件表面接触,调整指针使摆动1/3 ~ 1/2 转,然后把刻度盘零位对准指针,跟着慢慢地移动表座或工件,当指针顺时针摆动时,说明了工件偏高,反时针摆动,则说明了工件偏低了。
4、远离液体,不使冷却液、切削液、水或油与内径表接触。
5、校正或测量零件时,应当使测量杆有一定的初始测力。即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量 。
6、使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变。当指针的零位稳定后,再开始测量或校正零件的工作。
7、在不使用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状态。








