
一、传统的交流电机换向方式:采用三相交流电机。电路简单,早期应用非常广泛。其代表型为杭州无线电专用设备厂生产的SCX型,换向电路见图1。
图1:
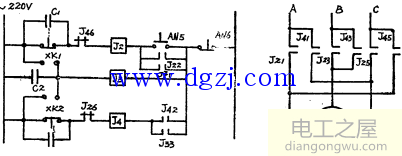
这种电路其XK^XK:采用JW2—11微动开关,J2,3,J4采用CJ0-10A交流接蚀器,常因XK1、XK2内部触点打火、氧化,长期使用触点周围有许-多黑色物质而使接触不良。接触器也因打火拉弧而损坏而且工作起来噪音大。
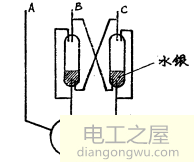
二、水银开关换向电路,其代表机型为苏州第三光学仪器厂生产的早期DK7725,这种线路确实十分简单,但水银开关内部易出现拉弧而使水银开关玻璃内壁有许多水银雾气沉积,降低丁水银开关的使用寿命,而且常因水银开关不停的颠倒而使连接线经常断线。具体电路见图2。
图2:
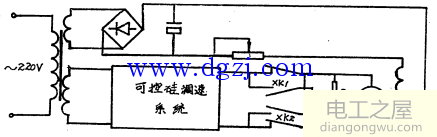
三、使周直流电机:其代表机型为杭无专厂生产的J0780型,这种机床甩可控硅调速使贮丝筒可变速旋转,对加工不同高度的零件有好处。对较高零件,钼丝可走快点可以改善加工条件对较低零件可降低钼丝速度,可以减少反向条纹提高光洁度。但线路复杂,且仍然使用JW2—11机械式微动开关。具体见图3。
图3:
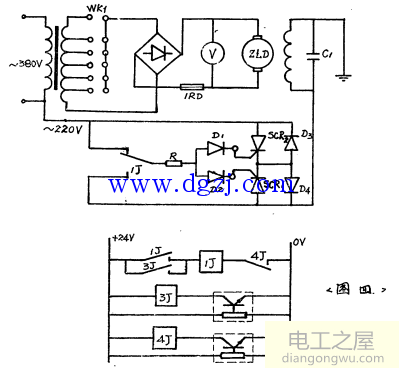
四、无蚀点直流电机换向电路:其代表型为内蒙古第二机械制造厂生产的WBKX40A型机床。它的直流电机转速也可变速,所不同的是它采用变压器抽头进行电抠调压,使用改变励磁电流方向来实现换向。该机床的换向东莞电机系统是利用无触点感应孖关代替机械式微动开关,从而大大地减少了换向电路的故障,另一特点是利用直流电机作贮丝筒电机,在停止走丝时,贮丝筒制动性能非常好,此线路是一个值得推广的线路。具体见图4。
图4:
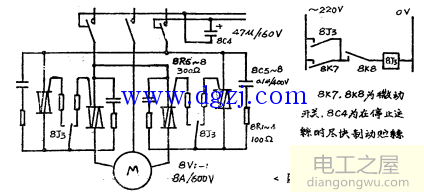
五、利用可控硅代替交流接触器,其代表型为某厂生产的新式DK7725系列机床,它利用双向可控硅代替了交流接触器,工作起来无噪音,寿命长,可靠性好。实践证明这种换向电路设计得比较完善,故障率低。但不足之处是仍然使用着机械式微动开关,具体见图5。
图5:
通过上述比较分析,我们认为:换向电路实现用可靠地无触点换向电路去代替触点式是主流是大方向。基于这一点,我们对某厂生产的新式DK7725机床换向部分进行改进。用无触点感应开关代替微动开关,克服了原电路的不足之处。具体电路见图6。
图6:
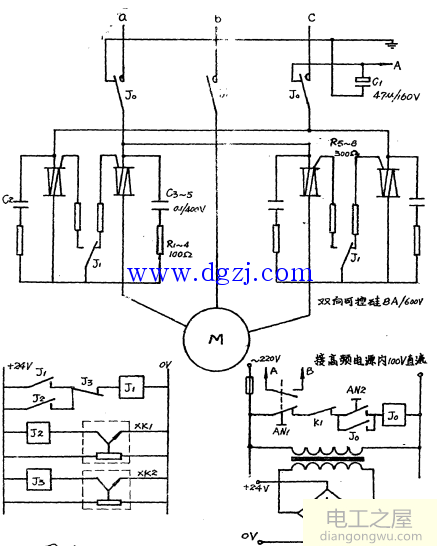
图6中J1,J2,J3用ZX-10M型继电器,它是小型内密封航空继电器,可直接与可控硅焊接在同一块印别电路板上。
XK1、XK2为L—DC—G—40型无触点感应开关。K1为防止超行程微动开关,因这一开关很少动作.故仍延用JW2—11型微动开关。
AN2为启动走丝按钮。
AN1为停止走丝按钮,这一按钮的常开触点端接电容C1(47u160V)及高频电源内部的直流100V电压,当按下AN1不放时,J0失电跳起,同时J0的常闭触点把电容C1并接在环球电机两个绕组两端,则直流100V电压就加在这两绕组上及电容C1,这样就使得贮丝筒很快停了下来。








