
数控机床刀库的形式
根据其组成结构可分为回转刀架式、转塔式和带刀库式。
回转刀架自动换刀装置
回转刀架自动换刀装置的刀架可设计为四方形、六角形或其他形式。回转刀架在结构上必须有良好的强度和刚性,以及合理的定位结构,以保证回转刀架在每一次转位之后具有尽可能高的重复定位精度。其工作循环是:刀架接收数控装置的指令——松开——转到指令要求的位置——夹紧——发出转位结束的信号。
自动转位刀架的结构如图7.12所示。当自动转位刀架转位时,微电机通过齿轮、蜗轮蜗杆带动丝杠转动,使丝杠螺母连同方刀架一起上升,使端面齿盘脱离啮合,当螺母上升到一定高度时,与丝杠一起旋转的拨块,便通过碰销拨动方刀架转位,方刀架转过一定角度后,粗定位销插入斜面槽,粗定位开关发信号,停转,控制系统将该位置的编码与所需刀具编码加以比较,如相同,则选定此位,控制系统控制电机反转,由于斜面销的棘轮作用,方刀架只能下降而不能转动,使端面齿盘啮合。当方刀架下降到底后,电机仍继续回转,使方刀架被压紧。当压紧力到达预定值时,压力开关发出停机信号,整个过程结束。
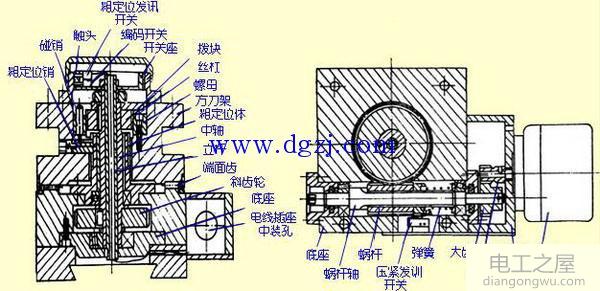
图7.12 简易数控车床电机驱动自动转位刀架
转塔式自动换刀装置
转塔式自动换刀装置利用转塔的转位来更换主轴头以实现自动换刀。主轴头通常有卧式和立式两种。图7.13所示是数控镗铣床的转塔刀架。
转塔式换刀装置的主要优点是省去了自动松夹、卸刀装刀、夹紧以及刀具搬运等一系列复杂的操作,减少了换刀时间,提高了换刀的可靠性。其缺点是主轴部件的刚性差且主轴的数目不可能太多。
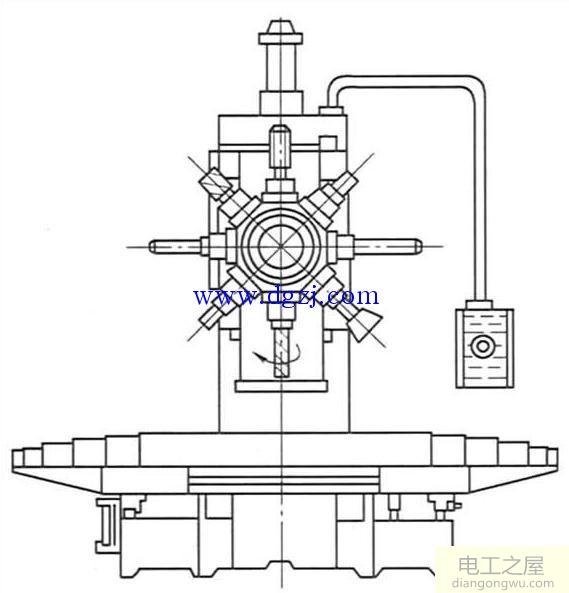
图7.13 数控镗铣床的转塔刀架
带刀库式自动换刀装置
带刀库式自动换刀装置分为圆盘式刀库、链式刀库和箱型式刀库,如图7.14所示。箱型式刀库包括箱型和线型两种。
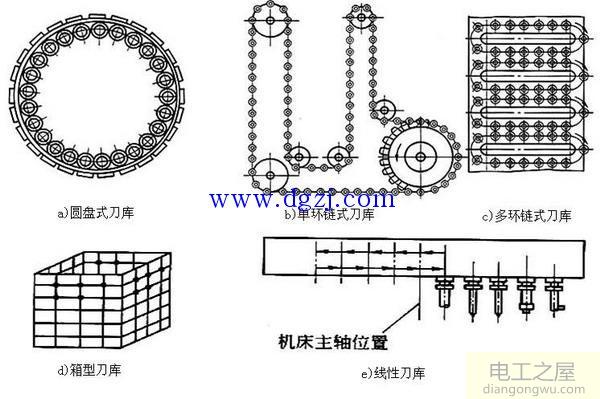
图7.14 各种不同形式的刀库








