龙门铣床定位精度补偿详解
打孔精度要求最高的在四处象限孔,位置度不大于直径0.15mm,靠龙门铣床自身的定位精度已无法保证。从对龙门铣床精度指标分析可以看出,龙门铣床的重复定位精度远远高于定位精度,可见机床加工具有一定的稳定性。若借用外部测量设备辅助检测,修正机床的定位精度,则可加工出高于机床自身定位精度的产品。激光跟踪仪是一种能够精确测量物体三维坐标的测量仪器,经验证,在进行辅助打孔测量中,能够满足辅助测量修正的需求。
由于定位精度主要体现在加工产品分布圆直径上的变化,因此在修正定位精度时,主要考虑在X轴与Y轴上两轴实测直径与理论直径的偏差。
设定K1为X轴上的补偿系数,K2为Y轴上的补偿系数,则
K1 = (X轴理论直径一X轴实测直径)/X轴理论直径
X轴修正值=X轴理论值* (1 +K1)
K2=(y轴理论直径一X轴实测直径)/Y轴理论直径
Y轴修正值二Y轴理论值*(1+K2)
龙门铣床结构引起的误差补偿
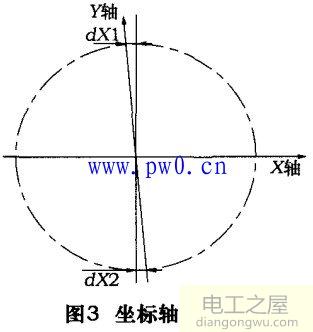
龙门铣床的两个X轴不同步以及结构制造误差,可看作为Y轴与X轴不垂直。从图3看出,随着y轴距离原点越远,在X轴上的补偿值越大。
设定K3为倾斜修正系数,则
K3=(dXl十dX2)/理论直径
X轴上的补偿值=Y轴理论值*K3