龙门铣床对接协调孔的协调方式
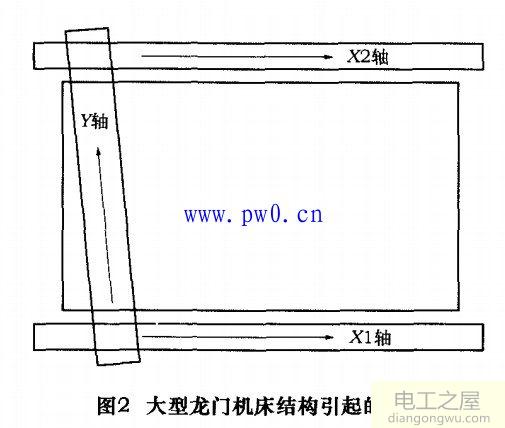
龙门铣床传统对接协调孔采用钻模协调方式,即通过标准钻模将孔位传递给工作钻模,再通过工作钻模传递至产品。对接协调孔分布直径已大于Ф5 m,传统的钻模协调方案已不适用,须采用数字量协调,即采用数控机床直接加工对接协调孔,靠孔的位置精度保证协调关系。为保证协调关系,需保证象限孔位置度误差不大于Ф0.10 mm,其他位置孔位置再通过工作钻模传递至象限孔度误差不大于Ф0. 15 mm,如图1所示。
龙门铣床定位精度分析
从机床精度指标得知,大型龙门数控铣床的X轴定位精度为0.08 mm, Y轴定位精度为0.05 mm,重复定位精度为0. 015 mm。该机床在XY平面的定位精度为0. 094 mm,已不能满足位置度不大于Ф0.15 mm的打孔需求。
龙门铣床结构引起的误差分析
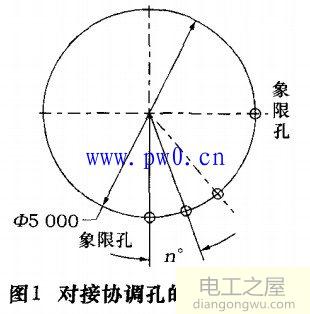
大型龙门铣床为龙门移动式结构,其X轴为双驱动,X1轴(主动轴),X2轴(从动轴)分别驱动,由于制造精度限制,两轴之间存在不同步现象。两轴不同步现象将直接影响加工精度。此外,由于制造及装配误差存在,X轴与Y轴存在不垂直现象。如图2所示。