
大型薄壁深腔零件工件要求与工艺流程
工件要求
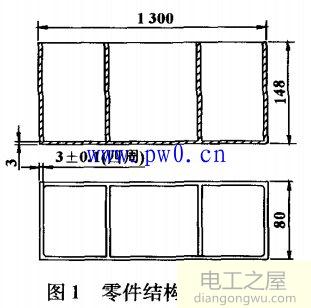
图1为该支架局部腔体结构示意图,腔深一45 mm,四周壁厚3+-0.1 mm,左右2侧边厚度3 mm尺寸一致性要好,该零件会在高速旋转下进行工作,尺寸不均匀会导致离心率不同,从而影响到雷达整机的使用性能。
该零件加工主要难度在于如何保证四周尺寸,因壁厚薄,加工中产生“震刀”现象,尺寸、表面粗糙度不易达到图纸要求。
工艺流程
该工件工艺流程主要控制点在数控铣,同时工件有8处很深的清角需要加工,完全采用电火花加工成本太高,通过采用电火花和利用铣床插铣的功能,先在工件底部用电火花加工,形成退刀槽,再采用铣床加工,解决了成本过高的问题。
下面为工件简单的工艺流程:(1)备料;(2)完全退火去应力;(3)粗铣外形及内腔;(4)退火去应力;(5)精铣内腔、外形、打孔;(6)电火花清角;(7)铣床清角;(8)表面处理。
1.3加工难点
(1)由于该零件腔深、壁薄;所有侧边壁厚3+-0.1.一致性难保证。
(2)该零件加工面数多,要采用多次装夹,易造成变形。
(3)保证圆角R10,加工刀具太长,刚性不足








